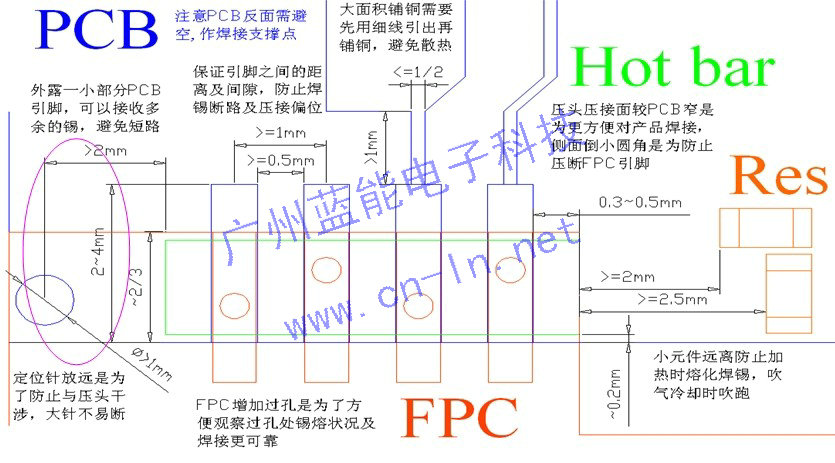
下圖是PCB&FPC焊錫設計的參考數據,它具體的描述了脈沖熱壓機焊錫工藝常見7種問題;當兩引腳pitch<0.8mm時建議使用ACF工藝焊接;廣州藍能電子 www.cn-ln.net,最專業的Hot bar機(脈沖熱壓機)制造商

一、 引腳(金手指)中心距與間隙選擇——脈沖熱壓機工藝問題一

1、一般情況下,用于焊錫工藝的兩物料引腳中心距(pitch)要≥1.0mm,因為大間距可保證產品不易因錫球造成短路。
如因產品空間不足,pitch也可選擇在1.0mm以下,但不能<0.8mm,此情況下采用焊錫工藝往往會降低良品率,如果要保證較高良品率,必須對引腳設計及焊錫量的選擇有足夠的經驗。廣州藍能電子 www.cn-ln.net,最專業的Hot bar機(脈沖熱壓機)制造商
2、金手指之間的間隙一般≥0.5mm,約為引腳中心距(pitch)的二分之一;PCB金手指的長度一般為2~4mm

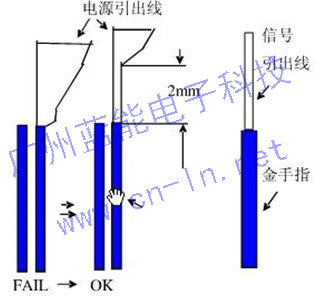
二、引腳可焊接長度(即壓接面寬度)——脈沖熱壓機工藝問題二

1、引腳的焊接長短關系到產品壓接后牢固性,理想長度為1~3mm。
2、FPC上金手指長度比PCB上金手指長度一般短0.5~1mm
3、當焊接引腳長度較小時,產品壓接面相應也較小,易造成壓頭溫度較難傳到焊錫上引起假焊;且相應的壓頭壓接面積也會很小,因此壓頭下壓時產生的應力較為集中,如切刀一般下壓,更易壓傷產品金手指。另外,即使焊好了的產品因壓接面較小,也影響了焊接剝離強度。
4、驗證剝離強度是否合適的簡單方法:拿一片壓接好的產品,左手按住PCB,右手相對垂直PCB的方向,均力上拉FPC。如果FPC上的金手指完全或部分脫落,留在PCB壓接位,說明產品剝離強度正合適;如果FPC上金手指未脫落,說明需找原因(如壓接溫度不夠等)!廣州藍能電子 www.cn-ln.net,最專業的Hot bar機(脈沖熱壓機)制造商

廣州藍能電子 www.cn-ln.net 最專業的脈沖熱壓機制造商
三、兩物料金手指寬度大小與開孔要求

1、一般上層金手指寬度<=下層金手指寬度,也可以選相同寬度。
2、如FPC的引腳上有開孔的話,孔位設計應在壓接部位范圍之內。開孔直徑Ø一般為<=1/2金手指寬。
3、在FPC的引腳上有開孔,主要是方便觀察焊接效果,一般在孔周圍有一圈溢錫,說明焊接效果較好!由于我們的壓頭下壓時,十分平整,并有一定壓力壓緊產品,所以要求過孔完全透錫是不可能的,一般透錫量較大說明壓頭平整度不良或有贓物,需要調試或清潔!

四、對有鋪銅及易散熱引腳的處理——脈沖熱壓機工藝問題四

1、對有鋪銅的引出線要先用較細的走線布出再接鋪銅,避免鋪銅散熱造成鋪銅腳假焊不良
2、地線銅箔:應采用細頸設計,避免地線銅箔散熱過快,細頸最好小于金手指寬,需引出1~2mm長后再接入大塊銅箔。廣州藍能電子 www.cn-ln.net,最專業的Hot bar機(脈沖熱壓機)制造商
廣州藍能電子 www.cn-ln.net 最專業的脈沖熱壓機制造商
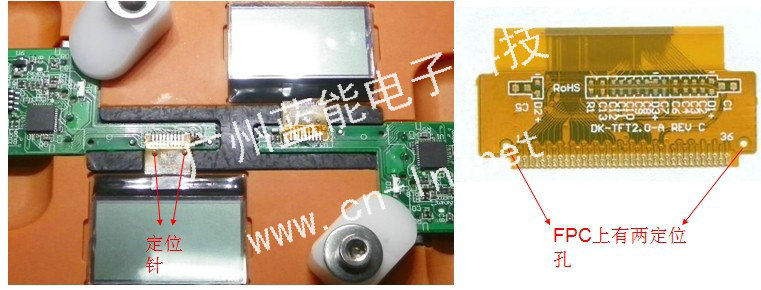
五、對定位精度的處理——脈沖熱壓機工藝問題五
1、當Pitch間距較大時(>=1.0mm),可考慮選擇用定位針進行對兩物料對位。開定位孔時選擇相同大小或下層孔較上層孔大一些。此方法可提高產能及降低生產成本。
2、定位針的直徑一般選1.5mm,位置在FPC金手指的下方兩側,如果定位孔在金手指的兩側,則要注意孔與壓頭的間距,一般大于2mm
六、對引腳旁邊及反面元件的設計——脈沖熱壓機工藝問題六
1、通常距壓接面2mm之內不允許有其它元器件,以避免熱壓焊接時熔化較近小元件的焊錫,在壓頭風冷吹氣時吹飛這些小元件。如果空間不允許,小元件可以事先點紅膠處理。
2、通常需壓接部分反面不放置元件或盡可能少放元件,主要是產品壓接時底部需要支撐面,避免熱壓時產品壓彎變形,對較薄多層PCB影響更大。金手指變形拉長易斷!廣州藍能電子 www.cn-ln.net,最專業的Hot bar機(脈沖熱壓機)制造商

廣州藍能電子 www.cn-ln.net 最專業的脈沖熱壓機制造商
七、錫膏量選擇及鋼網設計——脈沖熱壓機工藝問題七
1、在錫膏量選擇方面可從兩方面去控制(錫少會有焊接不牢固現象,錫多易造成連錫短路),在PCB上刷錫膏或選擇噴錫工藝,錫量約0.03~0.1mm厚
2、根據產品及設計選擇合適錫量,可控制鋼網開孔大小限制錫膏量

