- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
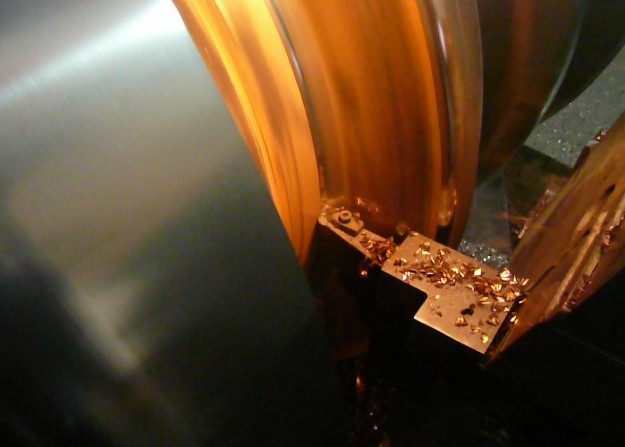
高鉻鋼軋輥加工工藝及熱處理工藝與刀具的要求(孔型刀具)粗車
高鉻鋼復(fù)合軋輥是目前熱連軋機(jī)粗軋輥選材的發(fā)展趨勢(shì)[1],這種高性能軋輥以高鉻鋼(0.5%~1.5%C、8%~15%Cr)為輥身外層材質(zhì),芯部為球墨鑄鐵,采用離心復(fù)合澆注工藝生產(chǎn)而成。由于大量Cr、Mo等合金元素的作用,高鉻鋼軋輥的耐磨性極好,同時(shí)具有高的熱疲勞特性 粒化處理工藝對(duì)軋輥用高鉻鋼組織和性能的影響。結(jié)果表明,經(jīng)粒化處理后,高鉻鋼中網(wǎng)狀原始碳化物粒化效果明顯,大部分碳化物溶入基體中,未溶碳化物以細(xì)小短棒狀和顆粒狀形式分布在基體上;粒化處理后高鉻鋼綜合力學(xué)性能得到明顯改善。相對(duì)于淬火回火態(tài)高鉻鋼,經(jīng)粒化處理后高鉻鋼硬度有所提高,沖擊韌度則有明顯提高
加工加工鑄鐵軋輥用刀具選擇的詳細(xì)描述:
一,加工軋輥常用機(jī)夾加工刀型號(hào)選擇:
大型軋輥常采用重型軋輥加工床加工,重型軋輥常用機(jī)夾刀柄40*40刀方;常用刀桿角度為45度機(jī)夾加工刀和圓弧加工刀。部分小型軋輥亦采用25*25機(jī)夾刀柄和32*32機(jī)夾刀柄。機(jī)夾刀柄的主偏角根據(jù)軋輥“長(zhǎng)徑比”選擇,細(xì)長(zhǎng)軋輥常用90度或75度機(jī)夾加工刀,“粗壯”軋輥常用45度或圓弧加工刀加工。
二,加工軋輥根據(jù)切削余量和加工狀況選擇CBN刀具尺寸型號(hào):
選用BN-K1牌號(hào)立方氮化硼刀具加工鑄鐵軋輥時(shí),一般使用RNMN200800,RNUN200800,RNMN150700,RNUN160800,RNUN150716,RNMN150716尺寸型號(hào)。
選擇BN-S20牌號(hào)立方氮化硼刀具加工鍛鋼冷軋輥常用刀具型號(hào)為SNMN120712,SNMN120412,SNMN120408,RNMN120400。
華菱超硬CBN刀具示例(新型機(jī)夾可粗加工用CBN刀具):
三,加工軋輥刀具(刀頭)選擇及切削參數(shù)指導(dǎo):
選擇原則:1,軋輥材質(zhì),2,軋輥硬度,3,軋輥的切削余量及熱處理方式。
根據(jù)加工軋輥用的刀具牌號(hào)對(duì)應(yīng)的軋輥材質(zhì),可分為三大類:
1,加工硬度較低的軋輥:
如球墨鑄鐵軋輥,高合金鑄鐵軋輥,常用于熱軋輥,支承輥,中間輥,其特點(diǎn)是相對(duì)工作輥來(lái)講一般硬度較低,加工這類軋輥,普通合金刀具即可加工,常用刀具牌號(hào)YG6或YG6X。
2,加工高硬度鑄鐵軋輥:
如加工冷硬鑄鐵軋輥(含無(wú)限冷硬鑄鐵軋輥),加工高鎳鉻軋輥,加工高鉻鐵軋輥,加工含硼高速鋼軋輥,加工半鋼軋輥(含鑄造半鋼軋輥和高碳半鋼軋輥);加工鎳鉻鉬離心復(fù)合軋輥。加工此類軋輥時(shí),因軋輥硬度較高,軋輥毛坯一般伴隨著氣孔,沙眼,包砂等鑄造缺陷,對(duì)刀具的抗沖擊性、耐高溫、耐磨損性能要求很高。過(guò)去,此類軋輥常用陶瓷刀具加工,刀具容易崩損,目前,加工此類軋輥常用立方氮化硼刀具牌號(hào)為BN-K1牌號(hào)。此牌號(hào)保持了CBN刀具硬度及耐磨性能優(yōu)異之外,抗沖擊韌性較好,不宜崩損,可對(duì)軋輥拉荒粗加工,是目前最抗沖擊的高硬度立方氮化硼刀具牌號(hào)。此牌號(hào)能承受較大的切削深度,金屬切除率高。其常用切削參數(shù)如下:
以BN-K1牌號(hào)HLCBN加工HSD82硬度的高鎳鉻鑄鐵軋輥為例:?jiǎn)芜吳邢魃疃瓤梢赃_(dá)到12mm;走刀量1.5mm/r。

BN-K1牌號(hào)HLCBN加工高硬度鑄鐵材質(zhì)軋輥切削參數(shù):
3,加工高硬度鍛鋼冷軋輥:
如加工GCr15滾動(dòng)軸承鋼軋輥,Cr3,Cr5,86CrMoV7,9Cr2Mo軋輥。此類軋輥毛坯為鍛件,熱處理后常用作冷軋工作輥,常用刀具牌號(hào)為BN-S20牌號(hào)立方氮化硼刀具。
BN-S20牌號(hào)立方氮化硼刀具,是國(guó)家重點(diǎn)產(chǎn)學(xué)研科技攻關(guān)項(xiàng)目成果,采用非金屬粘合劑和CBN精粉制成,其沿襲BN-K1牌號(hào)刀具韌性的同時(shí),特別針對(duì)長(zhǎng)鐵屑材料鍛鋼冷軋輥研制而成,在加工鍛鋼冷軋輥時(shí),耐磨性能是普通立方氮化硼刀具壽命的3倍左右。
BN-S20牌號(hào)CBN刀具加工鍛鋼冷軋工作輥的切削參數(shù):
(1),以加工瑞典鍛鋼冷軋輥(硬度HRC67)為例:切削深度4-7mm,線速度90m/min;壽命是國(guó)外某品牌CBN刀具壽命的2.5倍。
(2),加工削修復(fù)9Cr2Mo冷軋工作輥時(shí),采用BN-S20牌號(hào),同樣可以取得很好的效果,刀具壽命是國(guó)內(nèi)CBN刀具壽命的4倍以上,且在加工削修復(fù)冷軋輥時(shí),遇到皸裂部位不崩刀,保證了CBN刀具使用的安全性和經(jīng)濟(jì)性。
三,軋輥材質(zhì)及常見(jiàn)硬度:
BN-K1牌號(hào)和BN-S20牌號(hào)CBN刀具加工軋輥硬度和軋輥材質(zhì)范圍(注意,軋輥硬度低于HSD70以下也可選用硬質(zhì)合金刀具牌號(hào)如YG6,YG6X等。軋輥硬度高于HSD75以上甚至達(dá)到HSD110的軋輥可以選擇BN-K1和BN-S20牌號(hào)(具體牌號(hào)根據(jù)軋輥材質(zhì)選擇)
高鉻鋼軋輥加工工藝及熱處理工藝與刀具的要求(孔型刀具)粗車


員產(chǎn)品")


入企業(yè)網(wǎng)站")