- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
©▀ÕiõôÞT╝■ZGMN13Cr2Á¬╗»┼ÁÂ¥▀ú¿CBN▄çÁÂú®▄礸╝Ë╣ñ
©▀ÕiõôZGMN13Cr2▓─┴¤¥▀Ëð╝Ë╣ñË▓╗»▀@Ê╗╠ÏðÈú¼Ê‗┤╦©▀ÕiõôÞT╝■ZGMN13Cr2│ú▒╗Ë├Ë┌ÁV╔¢ÖCðÁ┴Ò▓┐╝■ú¼Áõð═┴Ò▓┐╝■░³└¿ãã╦ÚÖC▄ê¥╩▒┌íóãã╦Ú▒┌íó─Ѧüíó─Ñ¡híú
┴Ò▓┐╝■▄ê¥╩▒┌íóãã╦Ú▒┌Á╚┤¾▓┐ÀÍ▓╔Ë├Ê╗┤╬│╔ð═╔░ð═ÞTÈýú¼Â°═¿▀^╔░ð═ÞTÈýÞTÈý│÷üÝÁ─╣ñ╝■▒Ý├µ▓╗ÊÄı¹ú¼ËðèA╔░ ┐ÎÐ█íó├░┐┌ÞTÈý╚▒¤¦íú°▀@ð®ÞTÈý╚▒¤¦Á─┤µÈ┌│╔×Ú┴╦¢î┘▄礸Ùy¯}íú©▀ÕiõôÞT╝■ÖC╝Ë╣ñ╣½╦¥┤¾▓┐ÀÍ▓╔Ë├Ë▓┘|║¤¢ÁÂ¥▀YS ,YT,YGÁ╚¤Á┴ðú¼╠ı┤╔ÁÂ¥▀ú¼┴óÀ¢Á¬╗»┼ÁÂ¥▀ú¿CBNÁÂ¥▀ú®▀@â╔ÀN▓─┘|íúË▓┘|║¤¢Á─╝tË▓ðÈ▀_Á¢500Â╚ξËÊú¼╠ı┤╔ÁÂ¥▀Á─╝tË▓ðÈ700ÂÓíúÈ┌╝Ë╣ñ▀^│╠ÍðË▓┘|║¤¢│÷¼Fƒ²ÁÂåû¯}▒╚¦^ç└ÍÏú¿─Ñôp┴┐║▄┤¾ú®ú¼Ë╔Ë┌╣ñ╝■▒Ý├µËð┐ÎÐ█Á─┤µÈ┌¯Éî┘Ë┌öÓ└m╝Ë╣ñú¼Ë▓┘|║¤¢Ê▓Ëð┤‗ÁÂåû¯}ú¼╠ı┤╔ÁÂ¥▀╠ÏðÈË▓°┤Óú¼È┌Ë÷Á¢èA╔░ú¼┐ÎÐ█òrÿOÊÎ▒└ÁÂú¼╩╣Ë├¥½▄ç▀Ç┐╔ÊÈíú┴óÀ¢Á¬╗»┼ÁÂ¥▀Á─╝tË▓ðÈ┐╔▀_Á¢1370öz╩¤Â╚ú¼▒╚¢äé╩»Á─╝tË▓ðÈÄÎ║§©▀│÷Ê╗▒°ÃÊı¹¾w╩¢┴óÀ¢Á¬╗»┼ÁÂ¥▀Ëð║▄©▀─═ø_ô¶ðÈú¼─═─ÑðÈíú
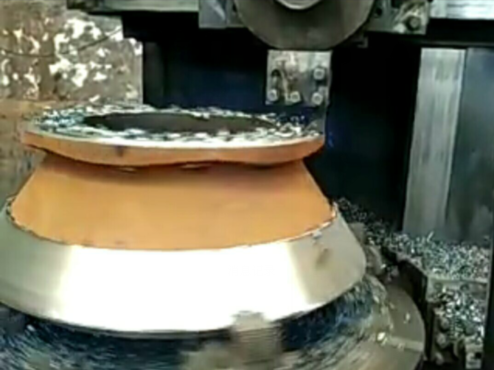
ÊÈ╝Ë╣ñ©▀ÕiõôÞT╝■ãã╦ÚÖC▄ê¥╩▒┌×Ú└²
╣ñ╝■├¹ÀQú║▄ê¥╩▒┌ú¿©▀ÕiõôÞT╝■ú®
ÖC┤▓ð═╠ûú║1.6┴ó▄çú¼2.5┴ó▄ç
ÁÂã¼▓─┘|ú║BN-S20
ÁÂùUð═╠ûú║CSRNR/L3232P1207,CSXNR4040S1507,CSRNR/L4040S1608
ÁÂã¼ð═╠ûú║SNMN150716,SNMN160816,CNMN120712,SNMN120712
ßÿ▀ÕiõôÞT╝■╝Ë╣ñàóöÁ╚þ¤┬ú║
┤Í▄ç©▀ÕiõôÞT╝■ú¼¥Ç╦┘Â╚Vc=80-100m/minú¼Î▀ÁÂ┴┐Fr=0.25-0.45mm/rú¼│ÈÁÂ┴┐ap=7-8mmíú ©╔╩¢Ãð¤¸
░Ù¥½╝Ë╣ñ©▀ÕiõôÞT╝■ ¥Ç╦┘Â╚Vc=150-180m/minú¼Î▀ÁÂ┴┐Fr=0.10-0.15mm/rú¼ÃðÁÂ╔¯Â╚ap=1-3mmíú©╔Ãð¤¸



ı¹¾w╩¢Á¬╗»┼ÁÂ¥▀â×ä¦ú║1ú¼©³┐ýÁ─▓─┴¤╚Ñ│²┬╩ú¼2ú¼ÁÂ¥▀ë█├³ÚL3ú¼╔·«a│╔▒¥Á═
ç°â╚ãÀ┼ãú║╚A┴Ô│¼Ë▓ │ðÍZú║┘|┴┐╚²░³ú¼╚½│╠╝╝ðg©·█ÖÀ■äıíúÍ╗ʬ╩Ã╚A┴ÔÁ─ÁÂ¥▀╬┤╩╣Ë├▀^¥¨┐╔ı{Ïø╗‗ƒoùl╝■═╦Ïøíú

 íííí
íííí


