- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
╚þÍãäË╣─╝Ë╣ñ│÷▒Ý├µ┴┴Â╚▓╗ë‗║├ú¼╝Ë╣ñðº┬╩Á═ú¼ÜgË¡Î╔Èâ 15638121553 àÃ░┘└¹ Óìͦ╚A┴Ô╩ðê÷▓┐
ã¹▄çÍãäË╣─│úË├Ë├ÞTÞF(HT250)▓─┴¤ı¹¾wØ▓ÞT°│╔,ÞTÞF(HT250)¥▀ËðÊ╗¿Á─ÅèÂ╚║═┴╝║├Á──═─ÑðÈ,Ê‗┤╦ÞTÞFã¹▄çÍãäË╣─È┌▄礸╝Ë╣ñÍðîªÁÂ¥▀Á─ʬþ¤Ó«ö©▀,─┐Ã░ç°â╚ã¹▄çÍãäË╣─▄礸╝Ë╣ñÍð▒╚¦^͸┴¸Á─â╔ÀNÁÂ¥▀,Ê╗íó═┐îËË▓┘|║¤¢ÁÂã¼ Â■íó┴óÀ¢Á¬╗»┼CBNÁÂã¼ . PCBNÁÂ¥▀BN-S30íóBN-K20▓─┘|¥▀éõ┴╦©▀ðº┬╩íó©▀─═─ÑðÈíó╝Ë╣ñ║¾╣ñ╝■▒Ý├µ┤Í▓┌Â╚Á═íóÁÂ¥▀ë█├³ÚLÁ╚â×┴╝Á─╠ÏðÈ,È┌▄礸╝Ë╣ñÍð╩╣Ë├PCBNÁÂ¥▀▓╗âH┐╔╠ß©▀«aãÀÁ─╝Ë╣ñ┘|┴┐,°ÃÊ┐╔┤¾À¨Â╚╠ß©▀╝Ë╣ñ╔·«aðº┬╩,ØMÎÒ¼F┤·╣ñÿI©▀ðº╔·«aÁ─ðÞʬíú▀mÊ╦Ë┌ÞTÞFã¹▄çÍãäË╣─Á─┤Í¥½╝Ë╣ñíú ¼FÈ┌╠µ┤·┴╦Ë▓┘|║¤¢ÁÂ¥▀╩ÃÊ╗ÀN┌àä¦íú
╝Ë╣ñäx▄ç▒Pú¼ÍãäË╣─ú¼ã¹▄ç´w¦åú¼Ùx║¤ã¸ë║▒Pú¼ë║┐sÖC©Î╠Îú¼ã¹▄ç©Î╠Îú¼░läËÖC©Î¾wíó©Î╔wú¼Îâ╦┘¤õÜñ¾wú¿HT250ú¼HT200ú¼HT300ú®Á╚Á╚ú¼▀@ð®╣ñ╝■┤¾▓┐ÀÍÂ╝╩Ã╗ÊÞTÞF╣ñ╝■ú¼Ã‗─½ÞTÞF╣ñ╝■.
BN-S30▓─┘|ÁÂã¼┼cË▓┘|║¤¢öÁ┐ÏÁÂã¼îª▒╚ú║
1ú¼Å─╝Ë╣ñðº┬╩üÝÍvú║¤Ó▒╚═┐îËË▓┘|║¤¢ÁÂã¼ú¼BN-S30©³─▄îì¼F©▀╦┘Ãð¤¸ú¼ãõ▀m║¤Á─¥Ç╦┘Â╚ÀÂç·×Úú║┤Í╝Ë╣ñ250í¬450m/minú¼¥½╝Ë╣ñ300í¬800m/min;°ÃÊ▀m║¤╝Ë╣ñÍðð─ÍðÊÈ1500m /¥Ç╦┘Â╚▀Mðð©▀╦┘Ãð¤¸íú╦¨ÊÈú¼ãõ╝Ë╣ñðº┬╩╩ÃË▓┘|║¤¢öÁ┐ÏÁÂã¼ðº┬╩Á─2▒ÂÊÈ╔¤ú¿Ë▓┘|║¤¢═┐îËöÁ┐ÏÁÂã¼Á─¥½╝Ë╣ñ¥Ç╦┘Â╚╔¤¤Ì×Ú350m/minú®íú
2ú¼Å─ÁÂ¥▀─═Ë├Â╚ú¿ÁÂ¥▀ë█├³ú®üÝÍvú║BN-S30▓─┘|öÁ┐ÏÁÂã¼Á─ë█├³╩Ã═┐îËË▓┘|║¤¢ë█├³Á─15▒ÂξËÊíúÊÈ╚ı▒¥╚²┴ÔÁÂ¥▀╝Ë╣ñÞTÞF╣ñ╝■│úË├öÁ┐ÏÁÂã¼▓─┘|┼ã╠ûUC5115═┐îËöÁ┐ÏÁÂã¼üÝÍvú¼┤Í▄çÞTÞF╣ñ╝■òrú¼BN-S30ë█├³╩ÃUC5115Á─6▒ÂÊÈ╔¤ú¼¥½▄çòrë█├³╩ÃUC5115Á─20▒ÂξËÊíú
3ú¼ÞTÞF╝■╝Ë╣ñ╣ÔØìÂ╚À¢├µú¼BN-S30┼ã╠û▓─┘|─▄▀_Á¢Ra1.6ÊÈâ╚Á─┤Í▓┌Â╚ú╗├¸´@â×Ë┌Ë▓┘|║¤¢ÁÂã¼íú
BN-S30▓─┘|ÁÂ¥▀▀mË├Ë┌┤Í¥½▄çÊ╗░ÐÁÂú¼┐╔ÊÈîì¼F┤¾ËÓ┴┐▄礸ú¼©▀╦┘Ãð¤¸üÝ╠ß©▀╝Ë╣ñðº┬╩íú°ÃÊÁÂ¥▀╝Ë╣ñ│÷╣ñ╝■▒Ý├µ┤Í▓┌Â╚║▄©▀┐╔▀_Ra0.8.▓╗▀^Á├┼õË├╔¤ë║╩¢▄çÁÂÁÂùUíú
│úË├ÁÂùUð═╠ûú║95Â╚ı²À┤▄çÁÂùUCCLNR/L2525(32*32 40*40),45Â╚ı²À┤▄çÁÂùUCSSRNR/L2525(32*32 40*40),75Â╚ı²À┤▄çÁÂùUCSRNR/L2525/L2525(32*32 40*40)íúÁÂã¼ð═╠ûú║80Â╚┴Ôð╬ÁÂã¼CNMN120408(12 16),À¢ð╬ÁÂã¼SNMN120408(12).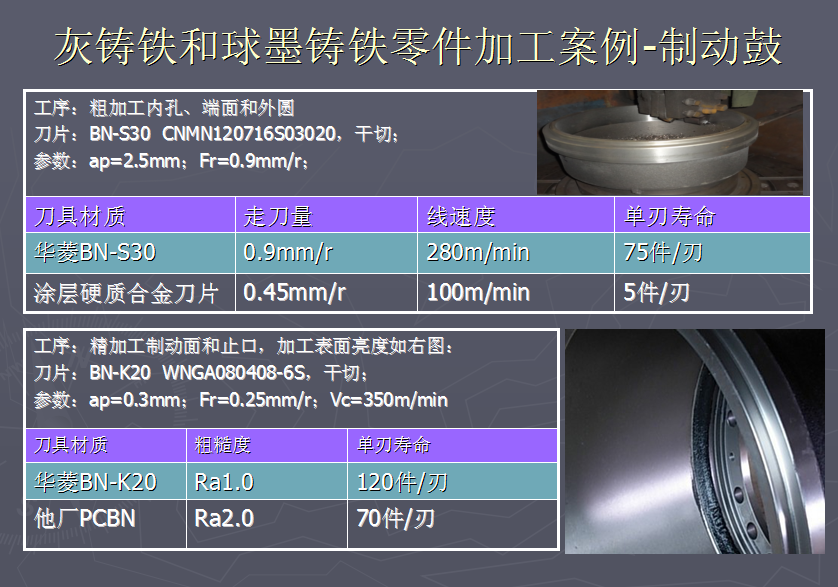
BN-K20▓─┘|ÁÂ¥▀ú¿¥½▄çú®╝Ë╣ñÍãäË╣─àóöÁ╚þ¤┬ú║
╣ñð‗ú║¥½╝Ë╣ñÍãäË├µ║═Í╣┐┌ú¼╝Ë╣ñ▒Ý├µ┴┴Â╚ú║
ÁÂã¼ú║BN-K20 WNGA080408-6Sú¼©╔Ãðú╗
àóöÁú║ap=0.3mmú╗Fr=0.25mm/rú╗Vc=350m/min
BN-K20▓─┘|öÁ┐ÏÁÂã¼╩ÃĺÍðð─┐ÎÁ─öÁ┐ÏÁÂã¼ú¿┼õË├Á─öÁ┐Ï▄çÁÂùU┼cË▓┘|║¤¢öÁ┐ÏÁÂã¼┼õ╠ÎÁÂùU═¿Ë├ú®ãõÁÂã¼ç°ÿ╦ð═╠ûÀÍäe×ÚCNGA120408║═WNGA080408 TNGA160404(08) ú¿┼cË▓┘|║¤¢öÁ┐ÏÁÂã¼ð═╠ûCNMG120408║═WNMG080408 TNMG160404(08)Ë├ÁÂùU═¿Ë├ú®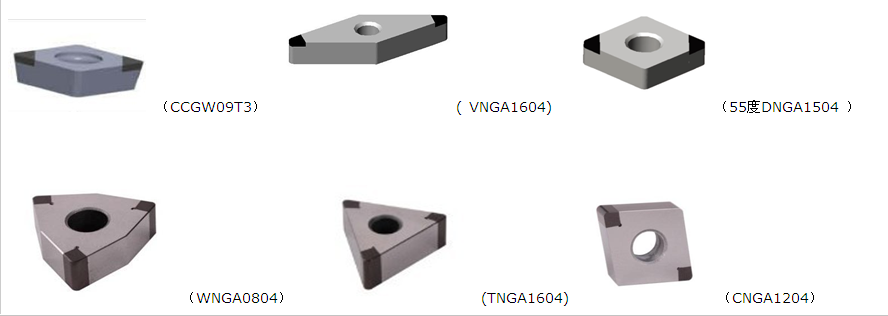
À▓╩Ã┘Å┘I╬Ê╦¥Óìͦ╚A┴Ô │¼Ë▓ÁÂ¥▀ ¥¨ ┘|┴┐╚²░³ú¼╚½│╠╝╝ðg©·█ÖÀ■äıíú
╝Ë╣ñÍãäË╣─ÁÂ¥▀-ÞTÞFú¿HT250ú®©▀╣ÔØìÂ╚─═─ÑCBNÁÂã¼ú¿¥½▄çú®

 íííí
íííí


