- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
切削高錳鋼刀具耐磨、耐熱性好、磨損量小、抗沖擊性強(qiáng)、韌性好。
切削高錳鋼刀具耐磨、耐熱性好、磨損量小、抗沖擊性強(qiáng)、韌性好。若有刀具技術(shù)方面的咨詢 歡迎致電 15638121553 鄭州華菱市場(chǎng)部
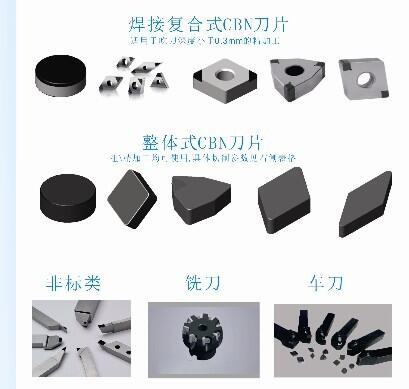
車削加工高硬度高錳鋼刀片出自于鄭州華菱研發(fā)bn-s20牌號(hào)刀片 專業(yè)針對(duì)高硬度高錳鋼刀片亦可以采用大余量車削或以車代磨,從而提高加工效率、也降低加工成本。另本公司提供各種高硬度材料車削高錳鋼、銑削高錳鋼、鏜削加工高錳鋼用刀具和數(shù)控刀片產(chǎn)品,質(zhì)量保證,歡迎垂詢。其他高硬度難切削方面或高速切削方面的刀具問題我們也可嘗試為你解決。
高錳鋼切削使用超硬牌號(hào)刀具好
BN-S20刀具牌號(hào)在大余量拉荒粗車時(shí)表現(xiàn)出很強(qiáng)的抗沖擊韌性,可以大余量切削,遇到夾砂、冒口、表面不規(guī)整等鑄造缺陷時(shí),刀具不會(huì)崩刀,
超硬刀具BN-S20牌號(hào)超硬車刀切削高錳鋼鑄件的參數(shù)
1,以立車粗車礦山機(jī)械耐磨備件高錳鋼軋臼壁為例,用立方氮化硼整體聚晶刀具(超硬刀具)BN-S20牌號(hào)時(shí),吃刀深ap=2-3.5mm(根據(jù)實(shí)際切削余量,BN-S20牌號(hào)刀具最大吃刀深度可以超過10mm);走刀量Fr=0.25-0.8mm/r;線速度v=85m/min 。刀具耐用度:3小時(shí)/刃口!刀具能旋8次-12次使用,一個(gè)刀具可用三個(gè)班。可見BN-S20牌號(hào)刀具使用成本與其他刀具牌號(hào)比較有很大的優(yōu)勢(shì)。
2,超硬刀具BN-S20牌號(hào)精車高錳鋼時(shí),吃刀深ap=0.5-1mm;走刀量Fr=0.15mm/r;線速度v=135m/min。
BN-S20刀具牌號(hào)在大余量拉荒粗車時(shí)表現(xiàn)出很強(qiáng)的抗沖擊韌性,可以大余量切削,遇到夾砂、冒口、表面不規(guī)整等鑄造缺陷時(shí),刀具不會(huì)崩刀,(車高錳鋼鑄件夾砂,鋼包砂,砂眼,氣孔,及冒口切除不平整部位的切削不崩刀);在半精車和精車時(shí),由于BN-S20采用非金屬粘合劑,導(dǎo)熱性和硬度比普通超硬刀頭更高,刀具的壽命更長(zhǎng)。
注意事項(xiàng)
1,立方氮化硼整體聚晶BN-S20牌號(hào)可吃刀深度7mm以上,比陶瓷刀具和普通超硬刀具抗沖擊。特別是對(duì)于鑄件表面惡劣的切削情況,可以拉荒粗車,不必對(duì)工件行進(jìn)打磨平整后再切削。
2,BN-S20車刀刀具性能和刃口均針對(duì)錳鋼鑄件切削特性研發(fā)而成,針對(duì)性強(qiáng);不可用來切削普通軟鋼件如45號(hào)軟鋼。

3,使用BN-S20車刀刀具車高錳鋼時(shí),每轉(zhuǎn)的走刀量根據(jù)刀桿的主偏角度不同而不同,不可一概而論。
高錳鋼切削使用超硬牌號(hào)刀具
超硬刀具在選用之前,配刀非常重要,想要更好的提高切削效率,降低切削成本,在購(gòu)買刀具之前,做好前期溝通是非常必要的。為公司量身訂做非標(biāo)成型刀具從而達(dá)到公司工件的切削要求。歡迎您的垂詢
· 公司名稱:鄭州華菱超硬材料有限公司
· 聯(lián) 系 人:吳百利
· 地 址:鄭州市高新區(qū)櫻花街五號(hào)
· 電 話:0371-67986978
· 手 機(jī):15638121553
· 傳 真:0371-67981990
切削高錳鋼刀具耐磨、耐熱性好、磨損量小、抗沖擊性強(qiáng)、韌性好。

員產(chǎn)品")


入企業(yè)網(wǎng)站")