- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
高速斷續切削淬火件的bn-s20牌號刀片【斷續切削削bn-s20牌號刀片、斷續切削bn-s20牌號刀片等數控bn-s20牌號刀片新牌號】
斷續切削淬火件的bn-s20牌號刀片(含斷續切削削bn-s20牌號刀片、斷續切削bn-s20牌號刀片等數控bn-s20牌號刀片)---華菱超硬bn-s20牌號刀片公司研制的bn-s20牌號刀片材質BN-H10,BN-H20,BN-S20牌號數控bn-s20牌號刀片(機夾bn-s20牌號刀片)廣泛應用于RC45-HRC79之間淬火件和超級合金材料中,解決了傳統硬質合金bn-s20牌號刀片斷續切削淬火件件或超級合金時效率低,頻繁更換bn-s20牌號刀片斷續切削精度差形位公差難以保證問題,解決了硬質合金bn-s20牌號刀片及涂層bn-s20牌號刀片,陶瓷bn-s20牌號刀片不耐用,bn-s20牌號刀片磨損過快要么燒刀、要么崩刀甚至打刀問題。并在斷續切削削,斷續切削,鏜削,切槽斷續切削HRC45-HRC68之間高硬度淬火件,如9SiCr 、T8、T10、H13工具鋼淬火件,斷續切削削硬度HRC60左右滲碳淬火件20CrMnTi、20Cr,鑄鋼澆鋼件的冒口斷續切削削斷續切削,高速鋼、高錳鋼、高鉻鋼、高鉻高鎳合金的粗斷續切削和高速精斷續切削,模具鋼等淬火材料留磨量大采用“以斷續切削代磨或以斷續切削代粗磨”領域中。此新材質PCBN超硬合金數控bn-s20牌號刀片也適合斷續切削熱處理后硬度大于HRC50調質鋼料斷續切削,40Cr 、42CrMo淬硬鋼及65HRC以上淬火硬鋼, Cr12MoV模具鋼淬火料HRC62以上的金斷續切削斷續切削削bn-s20牌號刀片或返修硬面,高速鋼軋輥硬度HSD75以上的翻新及斷續切削削,HRC62-HRC68硬度淬火后GCr15軸承鋼,65Mn材質大型淬火后發蘭,軸類,盤類零件的斷續切削削外圓端面以及切槽斷續切削bn-s20牌號刀片,斷續切削高鉻鋼鋼板,鏜削齒輪及齒輪軸的內孔及模具材料,耐磨鋼板HB400以上淬火件,部分氮化鋼如心軸(芯軸)在硬度在HRC70以上及淬火件的以斷續切削削、斷續切削、鏜削,切槽代磨削斷續切削bn-s20牌號刀片。
華菱超硬bn-s20牌號刀片產品簡介及在淬火后鋼材斷續切削中的優勢應用:
BN-H10牌號bn-s20牌號刀片是細晶粒bn-s20牌號刀片(0.5~5μm),可實現高速高精度斷續切削HRC50以上淬火料,適合連續斷續切削;如精斷續切削硬度HRC58以上的20CrMnTi滲碳淬火件變速箱齒輪、齒輪軸、鋼圈類零件,是一種實現高速高精度斷續切削用bn-s20牌號刀片材質。此bn-s20牌號刀片可作訂做非標鏜刀,切槽刀等成型內孔斷續切削刀,外圓斷續切削刀等。
BN-H20牌號bn-s20牌號刀片:采用晶粒度3~15μm混合晶粒,在斷續斷續切削以斷續切削代磨淬火件件時,bn-s20牌號刀片抗震、不易打刀,如斷續切削削細長軸;斷續斷續切削帶孔法蘭盤零件;以及熱后鏜削斷續切削帶出油孔的內孔斷續面;斷續切削削帶內花鍵槽或外花鍵槽的斷續面硬面斷續切削,以及超高溫合金的HRC50硬度超硬斷續切削中提高斷續切削效率。此bn-s20牌號刀片可定制非標成型切槽刀,精斷續切削,精鏜,精銑bn-s20牌號刀片及螺紋bn-s20牌號刀片等。
BN-S20牌號數控bn-s20牌號刀片:采用非金屬粘合劑制成的中晶粒CBN整體燒結bn-s20牌號刀片,特點是可大余量粗斷續切削淬硬鋼,由于采用非金屬結合劑燒結,避免了bn-s20牌號刀片斷續切削溫度過高造成的bn-s20牌號刀片壽命降低問崩刀火燒刀得問題, BN-S20牌號bn-s20牌號刀片是國際上知名的bn-s20牌號刀片牌號,常作為可轉位數控bn-s20牌號刀片結構使用,批量應用于硬度HSD85以上高速鋼軋輥,硬度HSD90以上冷軋鋼鍛鋼軋輥,大型GCr15軸承鋼HRC62硬斷續切削削,以及鑄鋼澆鋼件的冒口斷續切削,高速鋼、高錳鋼、高鉻鋼、高鉻高鎳合金的粗斷續切削和高速精斷續切削,并在模具鋼等淬火材料留磨量大采用“以斷續切削代磨或以斷續切削代粗磨”領域中。BN-S20牌號bn-s20牌號刀片由于避免了因加入金屬粘合劑導致的bn-s20牌號刀片耐用度降低,bn-s20牌號刀片壽命比傳統金屬結合劑bn-s20牌號刀片高2倍以上。
硬質合金bn-s20牌號刀片的硬度在89~94HRA,相當于71~76HRC,對于HRC40以上的淬火件斷續切削時硬質合金bn-s20牌號刀片容易燒刀造成磨損塊且斷續切削效率低,陶瓷bn-s20牌號刀片由于脆性太大,容易崩刀,一般常用于超精斷續切削HRC50以下工件經濟型最好,立方氮化硼bn-s20牌號刀片是繼人造金剛石之后出現的又一種超硬材料bn-s20牌號刀片,bn-s20牌號刀片的硬度一般為HV3000~5000,精HV硬度換算HRC相當于HRC95-100,對于HRC50以上高硬度淬火工件高速斷續切削降低成本來講最為經濟劃算。目前,bn-s20牌號刀片在黑色金屬斷續切削領域,是耐磨性最高的bn-s20牌號刀片材料,經過論證,立方氮化硼bn-s20牌號刀片的壽命一般是硬質合金bn-s20牌號刀片和陶瓷bn-s20牌號刀片的幾倍到幾十倍,而且隨著研究的進步,bn-s20牌號刀片適應各種高硬度復雜材料的斷續切削,華菱HLCBN新研制的bn-s20牌號刀片牌號BN-K10,可以斷續切削HRC70以上硬度的碳化鎢,在國內尚屬首例;但同時,bn-s20牌號刀片相對于硬質合金材料bn-s20牌號刀片,其脆性大是不爭的事實,針對立方氮化硼bn-s20牌號刀片硬而脆的弱點,華菱超硬HLCBN曾推出的適合斷續斷續切削和重載粗斷續切削立方氮化硼bn-s20牌號刀片牌號,以華菱超硬BN-S20牌號數控bn-s20牌號刀片為例,它不僅可以斷續斷續切削淬硬鋼,也可以大余量切除工件的淬硬層,但前提是并沒有犧牲bn-s20牌號刀片的耐磨性,這是與市場上的bn-s20牌號刀片最大的不同,“耐磨性與抗沖擊性的完美平衡”是HLCBN品牌屹立于世界超硬bn-s20牌號刀片行業的原因之一,在國內外bn-s20牌號刀片學術界享有很高聲譽的同時,華菱超硬HLCBN提出“量體裁衣”式服務理念,也在業內受到一致好評。
適合斷續切削方式:斷續切削削斷續切削(含粗斷續切削、精斷續切削,斷續切削槽);斷續切削斷續切削(含粗銑、精銑)、鏜削斷續切削(含粗鏜、精鏜)
適用機床:數控斷續切削床(數控立斷續切削及普通數控斷續切削)銑床(龍門銑床、數控銑床、刨銑床),鏜削斷續切削中心/斷續切削削斷續切削中心/斷續切削斷續切削中心,斷續切削銑復合斷續切削中心,鏜銑復合斷續切削中心,
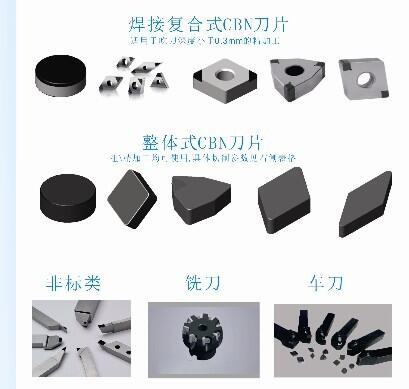
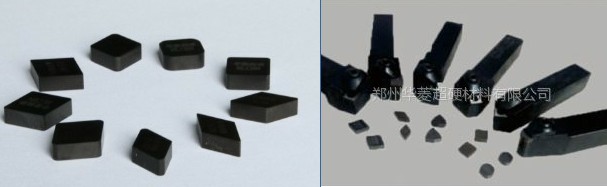
bn-s20牌號刀片結構類型:華菱超硬bn-s20牌號刀片包括立方氮化硼成型bn-s20牌號刀片和立方氮化硼bn-s20牌號刀片兩大類;立方氮化硼成型bn-s20牌號刀片是把立方氮化硼復合層直接焊接到成型bn-s20牌號刀片上,如華菱超硬切槽斷續切削刀和小徑鏜刀等非標bn-s20牌號刀片,如圖:一種是機夾可轉位結構bn-s20牌號刀片,如圖:
:
斷續切削淬火件的bn-s20牌號刀片(含斷續切削削bn-s20牌號刀片、斷續切削bn-s20牌號刀片等數控bn-s20牌號刀片及非標成型bn-s20牌號刀片),此類新牌號bn-s20牌號刀片可用于硬度HRC45以上淬火件發蘭,軸類,盤類零件的斷續切削削外圓端面以及切槽斷續切削bn-s20牌號刀片,如斷續切削斷續切削HRC60硬度高鉻鋼鋼板,鏜削HRC58滲碳淬火件齒輪及齒輪軸,斷續切削HRC62以上SKD11淬火件模具材料,耐磨鋼板HB400以上淬火件,部分氮化鋼如心軸(芯軸)在硬度在HRC70以上及淬火件、淬火件的斷續切削削、斷續切削、鏜削,切槽加。