- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
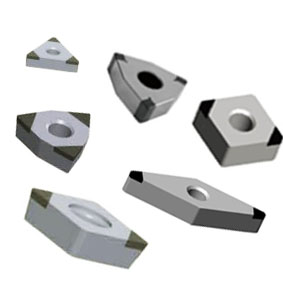
汽車半軸(40Cr、40crmo)淬火后加工刀片
在加工汽車半軸(40Cr、40crmo)時若遇汽車半軸淬火后硬度高車不動或難于加工問題 歡迎致電 15638121553 鄭州華菱技術部
一, 以車代磨淬火鋼(40cr、40crmo)的成敗關鍵
硬車加工淬火鋼(40cr、40crmo)時,由于材料硬度大,切削力和切削溫度高等特點,需要作為硬車加工的刀具耐熱性和耐磨性要好,同時機床系統必須有足夠的系統剛性和精度,所以加工淬火鋼(40cr、40crmo)時,正確選擇和使用刀具和機床是以車代磨成敗關鍵。
二鄭州華菱超硬刀具加工淬火鋼(40cr、40crmo)時的切削參數
根據淬火鋼(40cr、40crmo)加工時的微觀特點,使用鄭州華菱超硬刀具時,切削參數一般需要根據淬硬工件的加工余量,淬火后的硬度和工件的粗糙度要求來選擇。一般遵循以下規律:
1)用鄭州華菱超硬刀具精車淬火鋼(40cr、40crmo)時:淬硬工件硬度高于45HRC,效果最好,工件硬度越高,切削線速度宜取低值,如車硬度為70HRC的工件,其切削速度宜選用60-80m/min ;通常在切削硬度為HRC55~65的材料時,華菱超硬刀具的切削速度應在50~120m/min。銑削時的Vc=100~160m/min,每分鐘進給量Vf=70~160mm/min;鉸削時Vc=60~130m/min,ap=0.1~0.2mm,f=0.07~ 0.2mm/r。
2)淬硬工件大余量車削時:由于淬火變形等其他原因,當淬硬工件車加工余量大于1mm時;刀具的切削阻力是精加工時的6-9倍。這時采用較小的進給量來降低切削阻力是最有效的辦法;如果是對淬火鋼(40cr、40crmo)進行斷續切削加工,線速度設為精加工的2/3為佳;華菱BN-S20可以實現大縱深加工的同時,亦可承受間斷切削加工的沖擊。
3)當精車淬火鋼(40cr、40crmo)的切深在0.1~0.3mm,進給量在0.05~0.025mm/r,精車后的工件表面粗糙度為Ra0.3~0.6μm,尺寸精度可達0.013mm。若能采用剛性好的標準數控車床加工,刀具的剛性好和刃口鋒利,則精車后的工件表面粗糙度可達Ra0.3μm,尺寸精度可達0.01mm,可達到用數控磨床加工的水平。

二,兩種華菱超硬牌號加工高硬度合金鋼的切削參數及使用說明:
|
加工材質 |
推薦切削參數及華菱超硬刀具牌號 |
|||
|
切削線速度 Vc(m/min) |
吃刀深度ap(mm) |
進給量 Fr(mm/r) |
華菱超硬刀具牌號 |
|
|
高硬度鋼件 (硬度:≧45HRC) |
35-90(粗加工) |
1-10 |
0.15-0.7 |
BN-S20 |
|
60-120(精加工) |
≤1 |
0.05-0.35 |
BN-S20或 BN-H20 |
|
|
高溫合金 (硬度≧35HRC) |
200-500(粗加工) |
1-10 |
0.2-1 |
BN-S20 |
|
500-1500(精加工) |
≤1 |
0.05-0.3 |
BN-S20或BN-H20 |
|
(備注:BN-H20牌號加工高硬度淬硬合金鋼和耐熱合金時,可干切,亦可濕切;灰鑄鐵和硬鑄鐵采用BN-K20牌號華菱超硬刀具)
汽車半軸(40Cr、40crmo)淬火后加工刀片





