- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
熱處理后軸承鋼硬度61-63度數(shù)控刀具(高效率,尺寸穩(wěn)定好)
熱處理后軸承鋼硬車刀具的選用及刀具使用過(guò)程中出現(xiàn)的問(wèn)題,歡迎咨詢 15638121553 吳百利 鄭州華菱 市場(chǎng)部
軸承鋼GCr15具備硬度高且硬度很均勻、很強(qiáng)的耐磨性,以及高的彈性極限。由于軸承鋼的特性也被廣泛孰知及運(yùn)用,GCr15是一種最常用的高鉻軸承鋼淬火套圈HRC61-63,具有高的淬透性,熱處理后可獲得高而均勻的硬度。耐磨性優(yōu)于GCr9,軸承鋼淬火套圈HRC61-63淬火態(tài)的硬度般在HRC62-68;除了常用作滾動(dòng)軸承套圈和滾珠外此外也可用作承受大負(fù)荷.要求高耐磨性.高彈性極限.高接觸疲勞強(qiáng)度的其他機(jī)械零件及各種精密量具冷沖模等。如機(jī)床的滾珠絲桿,渦輪噴氣發(fā)動(dòng)機(jī)噴嘴的噴口.柱塞.活門.襯套等。
這么高的硬度軸承鋼在加工過(guò)程中會(huì)遇到很多的加工問(wèn)題,影響加工效率,提高生產(chǎn)成本,從而選擇好的刀具材料顯得尤為重要。 加工高硬度軸承鋼刀具不外乎四種刀具材料1,硬質(zhì)合金焊接刀2,涂層硬質(zhì)合金刀片3,陶瓷刀具 4,立方氮化硼刀具。而立方氮化硼刀具 具備高硬度,耐高溫性,紅硬性,耐磨性,可實(shí)現(xiàn)高速切削 從刀具成本來(lái)講 性價(jià)比還是很有優(yōu)勢(shì)。因此頗受制造業(yè)的認(rèn)可。
針對(duì)高硬度軸承鋼刀具材質(zhì)的選擇及切削參數(shù)如下:
加工高硬度軸承鋼材料CBN刀具有三種牌號(hào)可選:分別為1,BN-H11 2,BN-H20 3,BN-S20.
BN-H11牌號(hào)CBN刀具適合于連續(xù)加工,加工量不超過(guò)0.30mm,線速度在120-180m/min,進(jìn)給量Fr=0.10-0.15mm/r。 單從刃口數(shù)量來(lái)講,這款刀具更加經(jīng)濟(jì)。屬于多刃口刀具。
BN-H20牌號(hào)CBN刀具 適宜于斷續(xù)加工,加工量最好控制住0.15mm左右,線速度也得降低在90-110m/min,進(jìn)給量fr=0.07-0.10mm。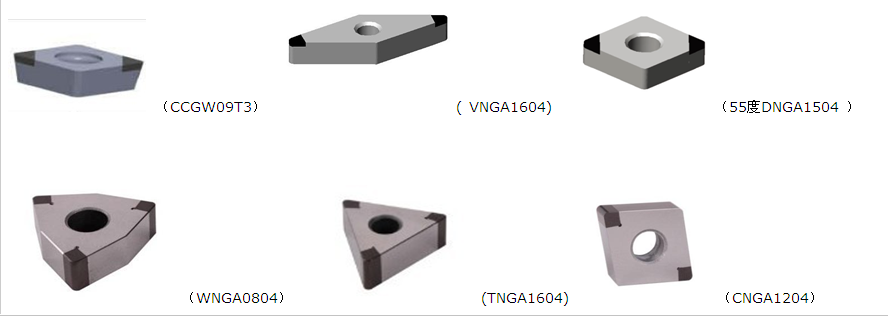
BN-S20牌號(hào)CBN刀具 事宜粗精車加工,粗精車一把刀,切刀深度可達(dá)7-8mm,線速度90-110m/min,進(jìn)給量Fr=0.15-0.25mm/r。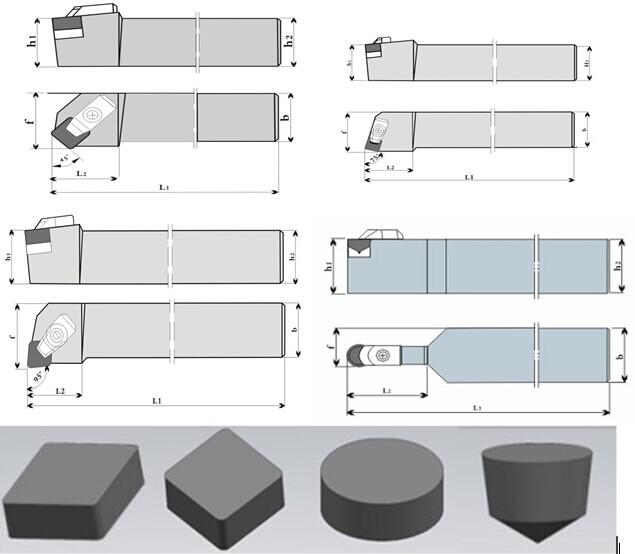
以上刀具牌號(hào)均是數(shù)控機(jī)夾刀,精車這一工序的話,直接確定一下現(xiàn)用刀片型號(hào)及刀桿型號(hào)即可。刀片均是屬于國(guó)標(biāo)型號(hào)。
若加工量很大2mm以上 ,選用BN-S20牌號(hào)刀具且得配用專用可轉(zhuǎn)為機(jī)夾車刀桿,這時(shí)得確定一下刀桿刀方,角度,正手刀或反手刀等參數(shù)。
國(guó)標(biāo)刀桿尺寸如下:25*25方,32*32方,40*40方,角度(45度,75度,95度),正手刀或反手刀。
根據(jù)具體工件信息及加工信息為你制作合理解決方案,技術(shù)部也會(huì)全程跟蹤直至刀具步入正規(guī)生產(chǎn)節(jié)奏。 華菱超硬公司 面對(duì)全國(guó)的用戶承諾:質(zhì)量三包,無(wú)條件調(diào)貨或退貨(產(chǎn)品無(wú)使用過(guò)的)。
熱處理后軸承鋼硬度61-63度數(shù)控刀具(高效率,尺寸穩(wěn)定好)


員產(chǎn)品")


入企業(yè)網(wǎng)站")