- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
激光焊接的原理
與傳統(tǒng)電弧焊接和激光焊接相比,激光-電弧復(fù)合焊接具有大焊接熔深、高工藝穩(wěn)定性、高焊接效率、較強(qiáng)的焊接間隙橋接能力和焊接變形小等優(yōu)點(diǎn),能夠大幅度提高焊接效率和焊接質(zhì)量。激光-電弧復(fù)合焊能夠降低對(duì)工件坡口加工精度的要求,改良激光焊時(shí)可能出現(xiàn)的焊縫余高不足的現(xiàn)象,且由于液態(tài)熔池對(duì)激光束的吸收率較高,相比激光焊可獲得更大的熔深和更高的焊接速度。采用激光-電弧復(fù)合焊時(shí),由于存在激光和電弧兩個(gè)熱源,且每個(gè)熱源均有較多的工藝參數(shù)需調(diào)節(jié),故要使激光與電弧諧同匹配需進(jìn)行大量試驗(yàn)摸索。
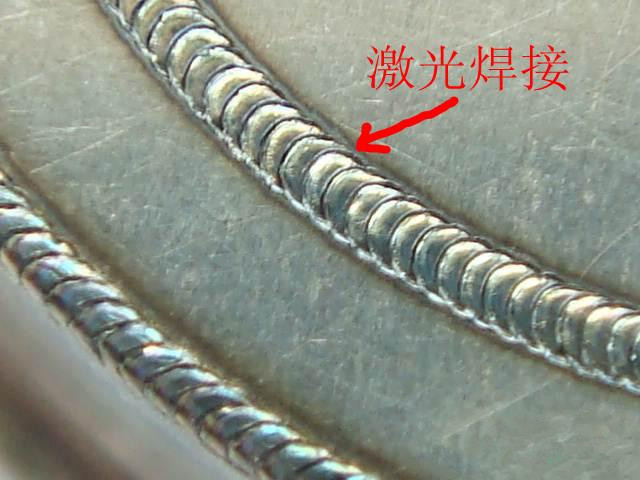
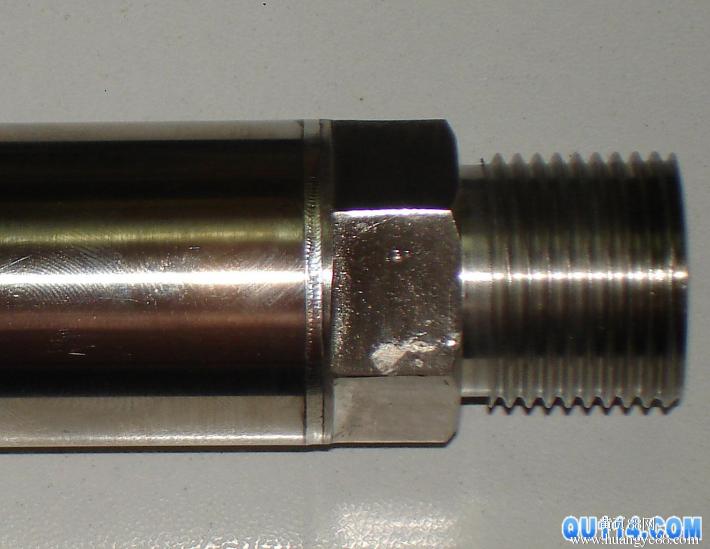
激光焊接是利用高能量的激光脈沖對(duì)材料進(jìn)行微小區(qū)域內(nèi)的局部加熱,激光輻射的能量通過(guò)熱傳導(dǎo)向材料的內(nèi)部擴(kuò)散,將材料熔化后形成特定熔池。它是一種新型的焊接方式,激光焊接主要針對(duì)薄壁材料、精密零件的焊接,可實(shí)現(xiàn)點(diǎn)焊、對(duì)接焊、疊焊、密封焊等,深寬比高,焊縫寬度小,熱影響區(qū)小、變形小,焊接速度快,焊縫平整、美觀,焊后無(wú)需處理或只需簡(jiǎn)單處理,焊縫質(zhì)量高,無(wú)氣孔,可精確控制,聚焦光點(diǎn)小,定位精度高,易實(shí)現(xiàn)自動(dòng)化。
焊接特性
屬于熔融焊接,以激光束為能源,沖擊在焊件接頭上。
激光束可由平面光學(xué)元件(如鏡子)導(dǎo)引,隨后再以反射聚焦元件或鏡片將光束投射在焊縫上。
激光焊接屬非接觸式焊接,作業(yè)過(guò)程不需加壓,但需使用惰性氣體以防熔池氧化,填料金屬偶有使用。
激光焊可以與MIG焊組成激光MIG復(fù)合焊,實(shí)現(xiàn)大熔深焊接,同時(shí)熱輸入量比MIG焊大為減小。
激光焊接的主要優(yōu)點(diǎn)
(1)可將入熱量降到最低的需要量,熱影響區(qū)金相變化范圍小,且因熱傳導(dǎo)所導(dǎo)致的變形亦最低。
(2)32mm板厚單道焊接的焊接工藝參數(shù)業(yè)經(jīng)檢定合格,可降低厚板焊接所需的時(shí)間甚至可省掉填料金屬的使用。
(3)不需使用電極,沒(méi)有電極污染或受損的顧慮。且因不屬于接觸式焊接制程,機(jī)具的耗損及變形接可降至最低。
(4)激光束易于聚焦、對(duì)準(zhǔn)及受光學(xué)儀器所導(dǎo)引,可放置在離工件適當(dāng)之距離,且可在工件周?chē)臋C(jī)具或障礙間再導(dǎo)引,其他焊接法則因受到上述的空間限制而無(wú)法發(fā)揮。
(5)工件可放置在封閉的空間(經(jīng)抽真空或內(nèi)部氣體環(huán)境在控制下)。
(6)激光束可聚焦在很小的區(qū)域,可焊接小型且間隔相近的部件。
(7)可焊材質(zhì)種類(lèi)范圍大,亦可相互接合各種異質(zhì)材料。
(8)易于以自動(dòng)化進(jìn)行高速焊接,亦可以數(shù)位或電腦控制。
(9)焊接薄材或細(xì)徑線材時(shí),不會(huì)像電弧焊接般易有回熔的困擾。
(10)不受磁場(chǎng)所影響(電弧焊接及電子束焊接則容易),能精確的對(duì)準(zhǔn)焊件。
(11)可焊接不同物性(如不同電阻)的兩種金屬。
(12)不需真空,亦不需做X射線防護(hù)。
(13)若以穿孔式焊接,焊道深一寬比可達(dá)10:1。
(14)可以切換裝置將激光束傳送至多個(gè)工作站。
激光焊接的主要缺點(diǎn)
(1)焊件位置需非常精確,務(wù)必在激光束的聚焦范圍內(nèi)。
(2)焊件需使用夾治具時(shí),必須確保焊件的最終位置需與激光束將沖擊的焊點(diǎn)對(duì)準(zhǔn)。
(3)最大可焊厚度受到限制滲透厚度遠(yuǎn)超過(guò)19mm的工件,生產(chǎn)線上不適合使用激光焊接。
(4)高反射性及高導(dǎo)熱性材料如鋁、銅及其合金等,焊接性會(huì)受激光所改變。
(5)當(dāng)進(jìn)行中能量至高能量的激光束焊接時(shí),需使用等離子控制器將熔池周?chē)碾x子化氣體驅(qū)除,以確保焊道的再出現(xiàn)。
(6)能量轉(zhuǎn)換效率太低,通常低于10%。
(7)焊道快速凝固,可能有氣孔及脆化的顧慮。
(8)設(shè)備昂貴。
激光焊接的工藝參數(shù)
(1)功率密度。功率密度是激光加工中最關(guān)鍵的參數(shù)之一。采用較高的功率密度,在微秒時(shí)間范圍內(nèi),表層即可加熱至沸點(diǎn),產(chǎn)生大量汽化。因此,高功率密度對(duì)于材料去除加工,如打孔、切割、雕刻有利。對(duì)于較低功率密度,表層溫度達(dá)到沸點(diǎn)需要經(jīng)歷數(shù)毫秒,在表層汽化前,底層達(dá)到熔點(diǎn),易形成良好的熔融焊接。因此,在傳導(dǎo)型激光焊接中,功率密度在范圍在10^4~10^6W/CM^2。
(2)激光脈沖波形。激光脈沖波形在激光焊接中是一個(gè)重要問(wèn)題,尤其對(duì)于薄片焊接更為重要。當(dāng)高強(qiáng)度激光束射至材料表面,金屬表面將會(huì)有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個(gè)激光脈沖作用期間內(nèi),金屬反射率的變化很大。
(3)激光脈沖寬度。脈寬是脈沖激光焊接的重要參數(shù)之一,它既是區(qū)別于材料去除和材料熔化的重要參數(shù),也是決定加工設(shè)備造價(jià)及體積的關(guān)鍵參數(shù)。
(4)離焦量對(duì)焊接質(zhì)量的影響。激光焊接通常需要一定的離做文章一,因?yàn)榧す饨裹c(diǎn)處光斑中心的功率密度過(guò)高,容易蒸發(fā)成孔。離開(kāi)激光焦點(diǎn)的各平面上,功率密度分布相對(duì)均勻。離焦方式有兩種:正離焦與負(fù)離焦。焦平面位于工件上方為正離焦,反之為負(fù)離焦。按幾何光學(xué)理論,當(dāng)正負(fù)離焦平面與焊接平面距離相等時(shí),所對(duì)應(yīng)平面上功率密度近似相同,但實(shí)際上所獲得的熔池形狀不同。負(fù)離焦時(shí),可獲得更大的熔深,這與熔池的形成過(guò)程有關(guān)。實(shí)驗(yàn)表明,激光加熱50~200us材料開(kāi)始熔化,形成液相金屬并出現(xiàn)問(wèn)分汽化,形成市壓蒸汽,并以極高的速度噴射,發(fā)出耀眼的白光。與此同時(shí),高濃度汽體使液相金屬運(yùn)動(dòng)至熔池邊緣,在熔池中心形成凹陷。當(dāng)負(fù)離焦時(shí),材料內(nèi)部功率密度比表面還高,易形成更強(qiáng)的熔化、汽化,使光能向材料更深處傳遞。所以在實(shí)際應(yīng)用中,當(dāng)要求熔深較大時(shí),采用負(fù)離焦;焊接薄材料時(shí),宜用正離焦。





員產(chǎn)品")


入企業(yè)網(wǎng)站")