- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
提高FPC焊接品質和效率,最佳方案是選用LN脈沖熱壓機 www.cn-ln.net
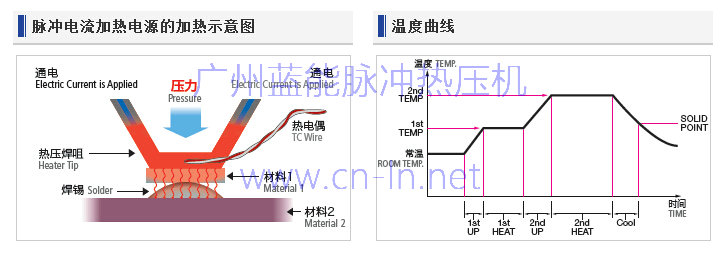
LNR脈沖熱壓機、HOTBAR機的原理
1、脈沖電源加熱方式是利用脈沖電流流過鉬、鈦等高電阻材料時產生的焦耳熱去加熱焊接的方式。一般要在加熱咀的前端連接有熱點偶、由此而產生的起電力實時反饋回控制電源來保正設定溫度的正確性。
2、脈沖電流加熱裝置是瞬間加熱方式,只在需要熔化焊錫時進行通電加熱。
3、金屬制的焊咀有電流通過時發熱后熔化焊錫。焊錫熔化后停止通電、進行冷卻。加壓狀態直到焊錫凝固為止,可以得到高信賴性的沒有虛焊、浮起的焊接。
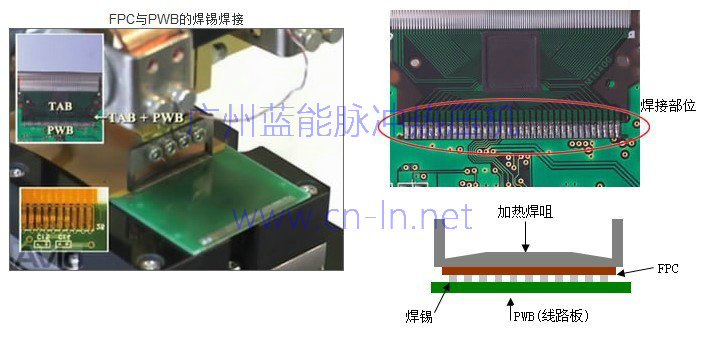
LNR脈沖熱壓機、HOTBAR機的基本構成和作用:

◆ 脈沖加熱電源:電流流過熱壓焊咀。
◆ 脈沖加熱機頭:對焊接物加壓,利用彈簧調節壓力。
◆ 熱壓焊咀(電極):產生焦耳熱的部分,分為片狀焊咀和大型熱壓焊咀。
LNR脈沖熱壓機、HOTBAR機專用熱壓焊咀(電極)

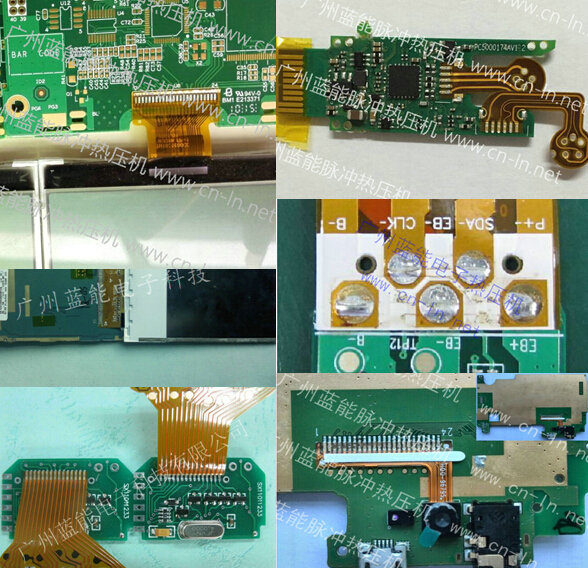
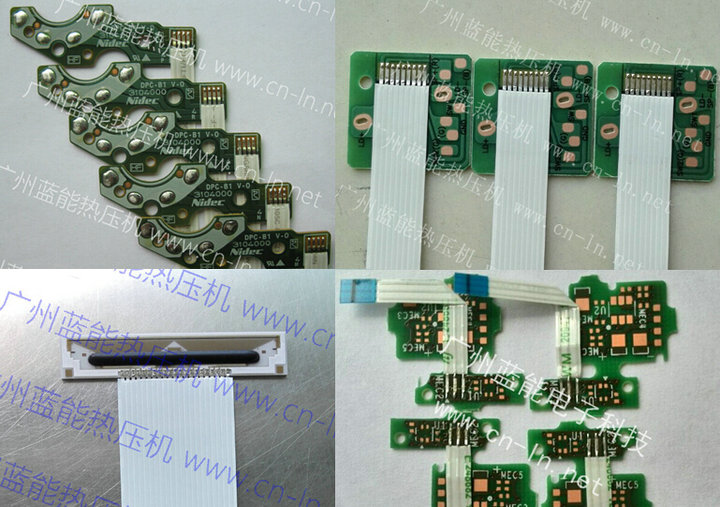
LNR脈沖熱壓機、HOTBAR機焊接實例(點擊可觀看焊接視頻):
LNR脈沖熱壓機、HOTBAR機技術參數
|
型號 |
LNR-01 |
LNR-02 |
|
輸入電壓(V) |
220V |
220V |
|
負載持續率(%) |
20 |
20 |
|
額定功率(kVA) |
3 |
6 |
|
溫度設定范圍(℃) |
50-600 |
50-600 |
|
逆變頻率(kHz) |
4 |
4 |
|
加熱階段 |
2 |
2 |
|
溫度緩升緩降控制 |
有 |
有 |
|
存儲焊接規范數 |
20組 |
20組 |
|
壓頭精度 |
±0.01mm |
±0.01mm |
|
溫控精度 |
±3% |
±3% |
|
產品最小間距 |
Pitch≥0.01mm |
Pitch≥0.01mm |
|
產品最大尺寸 |
80mm |
80mm |
|
熱電偶 |
E型或K型可選 |
E型或K型可選 |
|
壓力范圍 |
1-100 |
1-100 |
|
焊頭行程 |
0.1-20 |
0.1-20 |
|
外形尺寸(mm)(L*B*H) |
435*185*320 |
435*185*320 |
|
重量(kg) |
15 |
15 |
LNR脈沖熱壓機、HOTBAR機主要配件:
|
序號 |
主要配件 |
品牌 |
產地 |
|
1 |
IGBT |
日本富士 |
馬來西亞、中國 |
|
2 |
二極管 |
德國ABB/歐派克 |
德國 |
|
3 |
整流橋 |
德國IXYS整流橋 |
|
|
4 |
電容器 |
日立 |
|
|
5 |
氣動元件 |
SMC 亞德客 |
日本 、中國 |
|
6 |
繼電器 |
歐姆龍 |
|
FPC焊接脈沖熱壓焊機的特點:
1、采用先進的段控控溫系統,可靈活設置各段加溫狀態。對溫度、時間等參數能高精度地加以控制。
2、升溫迅速穩定、局部瞬時加熱方式能良好地抑制對周圍元件的熱影響。
3、加壓時通電加熱和斷電冷卻同時進行、防止了結合部浮起、虛焊。最適合于柔性材、線材的熱壓焊、焊錫焊接及樹脂粘結。
4、顯示各階段的溫度。
5、熱電偶的閉環在線反饋控制提高溫度的精確度,溫控精度在3%左右。
6、焊接壓力、焊接時間、焊接溫度可精確調節。
7、可存貯20組焊接參數更換產品時非常方便。
8、多個焊點一次完成,效率高、一致性好、焊接強度高、焊點美觀、操作簡單。
9、10萬次的焊頭壽命,為貴客戶創造價值.
特別適用于FPC TO PCB / HSC(斑馬紙) TO FPC(柔性線路板)/ HSC TO LCD /TAB TO PCB 斑馬條TAB等產品的焊接.
廣州藍能電子科技的優勢:
1、我司具有國內企業所不具備的焊接工藝技術;
我公司研發總工程師曹博士是壓力焊(電阻焊)專業第一個博士,現任華南理工大學博士生導師、教授,壓力焊學術委員會副主任。曹博士擁有30多年的壓力焊研究,對材料和焊接工藝有著非常深度的理解,完全有可能助你找到最佳的焊接解決方案;
選擇和我們合作,你不僅僅是購買了我們的焊接設備,你更加有了一個焊接工藝專家團隊為你提供一流的焊接技術指導。焊接是設備+工藝+服務!
2、企業規模大,是國內最大的高頻逆變式脈沖熱壓機制造廠家。擁有自己的生產工廠和研發室。
3、售后服務好,公司有接近20個研發及工藝工程師,對售后服務能作出及時處理。我們的宗旨是不僅僅提供一流的設備,更需要提供一流的工藝技術支持和快速響應的售后服務。
4、我司2012年7月被評為高新技術企業。公司技術研發能力強。
逆變式脈沖熱壓焊機和普通脈沖熱壓焊機的區別
脈沖熱壓焊機的最核心的因數:焊頭溫控精度(設定焊頭溫度的精確性)
溫控精度影響主要因數:加熱電流控制精度+熱電偶反饋溫度速度
|
加熱電流控制精度+熱電偶反饋溫度速度
|
||
|
|
逆變式脈沖熱壓焊機 |
普通脈沖熱壓焊機 |
|
加熱電流控制精度 |
電流直流輸出,采用了較高的逆變頻率(4kHz),一個周波0.25毫秒,比通常交流焊機的20ms提高80倍,控制精度明顯提高。 有電網電壓補償功能,電壓波動影響小。 |
工頻交流,頻率50HZ,一個周波20毫秒。受電網電壓不穩定影響,電壓收到波動影響較大,不能很好控制電流。 |
|
熱電偶反饋溫度速度 (采樣速度) |
1毫秒內 |
一般都是幾十毫秒以上 |
|
溫度上升速度 |
溫度上升速度快,并能保證溫控精度,避免對周圍器件的損害。 |
溫度上升速度較慢,焊接時間需更長,容易損害周圍元器件。 |
|
虛焊 |
虛焊率相當低 |
虛焊率較高 |
|
焊頭壽命 |
焊頭壽命損耗小,焊頭壽命較長 |
焊頭壽命損耗大,焊頭壽命較短 |
|
溫控精度 |
正負3% |
偏差較大 |
聯 系 人:鄧工 13560411768 QQ: 459359414 EMAIL:dengxiwen@gzbe.net
網址:www.cn-ln.net 公司地址:廣州市白云區金沙洲環洲三路華苑山莊工業區18棟603





