- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

|
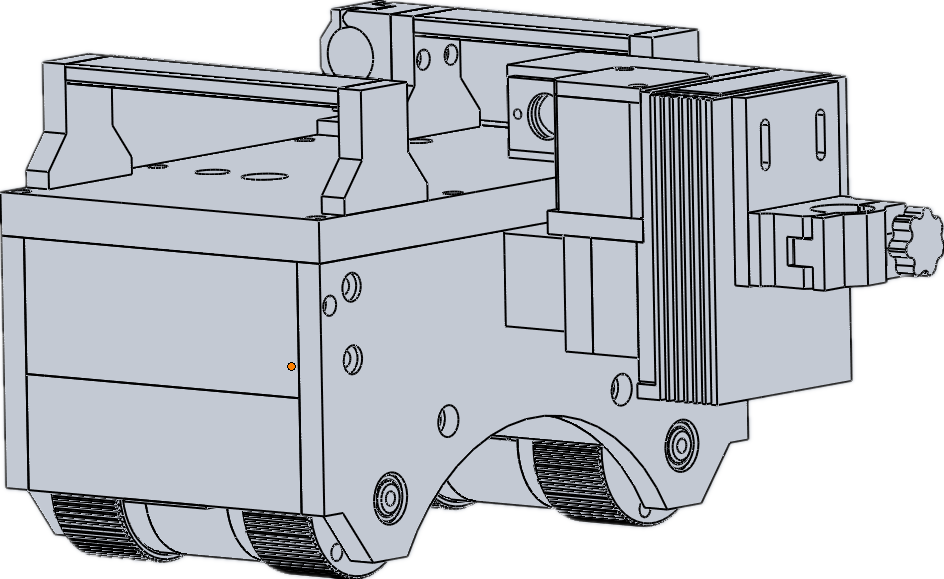
GD130-TX管道全位置自動焊基礎 一.前言 在管道工程施工中,焊接質量是保證工程質量最重要的環節之一,焊接效率也直接影響著施工進度,即工程的質量和進度在極大程度上取決于焊接質量和焊接進度。隨著輸油輸氣管道向大口徑、長距離、高強度、高壓力的不斷發展,焊接的難度越來越大,對焊接質量的要求也越來越高。靠手工電弧焊和藥芯焊絲半自動焊是很難滿足上述要求的。而管道全位置自動焊,則是能夠滿足要求的一項全新的焊接工藝。管道全位置自動焊,是管子固定不動,焊接小車繞管子轉動來實現管子全位置(平、立、仰)的焊接。焊接過程由機械和微機完成,受人為的影響因素較小,所以管道全位置自動焊具有焊縫質量好、焊接效率高等優點。管道自動焊并不是簡單地用機器代替焊工操作。為保證機械化焊接作業的高質量和高效率,自動焊需要大量、細致的輔助工作。這些輔助工作的主要目的是保證自動焊作業過程順暢、機械化焊接質量可靠,主要包括:勘察設計時確定適合于自動焊作業的管道縱向坡度,選擇較小的冷彎管角度,盡量減少熱煨彎管數量等;鋼管制造時減小管口橢圓度、管端平直度和周長等制造參數的誤差范圍;現場加工坡口的管端平直度、尺寸一致性、坡口面光潔度等加工質量的保證;自動焊機組人員的操作技能和相互間配合的熟練度,自動焊工作站之間的配合與銜接;對自動焊焊縫金屬無損檢測方法、檢測標準的統一認識,無損檢測環節對自動焊系統誤差而產生缺欠的及時反饋與糾正;自動焊操作工、無損檢測、監理、質量監督、業主等技術和管理人員相關專業知識的培訓與學習等。管道自動焊技術在我國石油天然氣長輸管道建設中的應用范圍不斷增加,但其應用率與國外相比仍然是比較低的,應用的效率、質量、成本等綜合效益尚未達到其應有的水平。自動焊技術應用過程中發現的種種問題,表面看起來與設備、使用者、焊接材料及管理規定等有關,實質是沒有從根本上理解自動焊對其相關輔助工作要求的嚴格性。因此,應將自動焊作業及其上下游工作作為一個技術體系對待,并在這一技術體系內追求各專業的技術進步及相關管理人員專業知識的提升。隨著自動控制技術和電弧跟蹤技術的不斷完善,熟練掌握自動焊操作技能的員工隊伍不斷擴大,管道自動焊技術會越來越適應石油天然氣長輸管道的現場焊接需求,其焊接質量和經濟效益都將得到提高,并逐漸成為管道建設的主要現場焊接方式。 二. GD130-TX管道全位置自動焊接系統構成及主要技術指標 GD130-TX管道全位置自動焊接系統由焊接小車、送絲裝置、遙控器、焊接電源、保護氣體供給系統等組成。 GD130-TX管道全位置自動焊機的主要性能指標如下: (1)焊接速度0-2400mm/min連續可調。 (2)送絲速度0-16m/min連續可調。 (3)電弧電壓14-27V連續可調。 (4)擺動寬度最大40mm。 (5)擺動軌跡任意設定。 (6)單擺時間最小250ms。 (7)焊接方式熔化極氣體保護源(GMAW)。 (8)焊絲直徑0.8-1.6mm。 (9)保護氣體C02+Ar。 (10)送氣、滯后斷氣時間任意設定。 (11)適用焊接電源硅整流或逆變電源(350A以上),具有焊接電源遠控。 (12)適用管徑130mm以上。 (三)行走結構 (1)焊接小車。焊接小車由行走機構、送絲機構、焊槍姿態調整機構等組成。
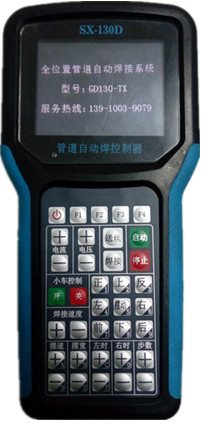
行走小車 遙控器 (四)自動控制系統 GD130-TX管道全位置自動焊機控制系統采用了數字信號處理器(DSP)為核心的先進運動控制技術,運算精度高,可對四個控制電動機實現全數字化伺服算法控制。控制系統硬件結構:
(2)I/O通道。I/O通道主要作用是為手持盒和焊接電源控制提供一個信號的輸入、輸出通道。 (3)手持遙控器。手持遙控器設有電流電壓調節,焊接方向功能鍵、焊道選擇功能鍵、焊槍位置調節鍵、焊車行走控制健、送絲狀態控制鍵、焊接過程控制鍵、焊接過程復位鍵以及焊槍增幅調節鍵。自動焊機的控制全部通過手持操作盒來完成。 (4)焊接電源的控制。為滿足自動焊接的需要,是將焊接電源送出的8位二進制數字轉化為模擬電壓信號或線性分段遞變電阻值,以便由焊接程序自動控制電弧電壓。 (5)伺服電動機的閉環控制。運動控制器在運行時自動閉合電動機的數字伺服環,伺服環的功能是通過反饋產生使電動機的實際位置逼近所要求位置的輸出。 |
三、GD130-TX管道全位置自動焊接系統特點
GD130-TX管道全位置自動焊工藝性能好、對管口適用性強的特點,焊接根焊焊道。利用管道全位置自動焊,焊接效率高的特點,焊接填充和蓋帽焊道。此工藝具有如下特點:
1.STT氣體保護半自動焊工藝特點
(1)引弧容易。
(2)電弧燃燒穩定。
(3)焊接煙塵和噪音小。
(4)飛濺極小。
(5)內焊道成形美觀。
(6)操作容易。
(7)焊接成本較低。
(8)焊接效率較高(與手工電弧焊和鎢極氬弧焊相比)。
(9)抗風能力差(與手工電弧焊相比)。
(10)特別適用管口根焊道的焊接,也適用于其他焊道的焊接。
2.管道全位置自動焊接設備的工藝特點
(1)焊接工藝參數輸入器(牛頓信息包),可儲存多組焊接工藝參數,以適用多臺焊機和不同規格鋼管的需要。
(2)本焊焊接設備大部分焊接工藝參數由焊接工藝參數輸人器輸入,焊工不能對其進行修改(焊接工藝參數由焊接技術人員輸入),確保了焊接工藝參數的準確性。
(3)焊接電弧燃燒比較穩定。
(4)焊接生產率高,與手工電弧焊相比可提高2~5倍。
(5)焊縫成形美觀,內部質量好。
(6)可采用CO2氣體或混合氣體(Ar+CO2)作為保護介質。
(7)適用管徑φ≥150mm,適用管壁厚度δ≥5mm。管徑越大、壁厚越厚,其經濟效益越好。
四、GD130-TX管道全位置自動焊接系統工藝原理
1.STT焊接工藝原理
STT焊接電源是一種以表面張力為熔滴主要過渡力的CO2氣體保護半自動焊。
STT焊接電源具有波形控制功能,根據熔滴的不同過渡過程。控制焊接電流和電弧電壓的波形。即焊接電源能自動調節焊接電流和電弧電壓達到電弧所需的瞬時熱量。確保焊接電弧的穩定燃燒和有效地控制焊縫成形。
2.管道全位置自動焊工作原理
GD130-TX管道全位置自動焊機,是專門用于管道焊接的自動焊設備。它使用實芯焊絲(φ0.8~φ1.0),采用的保護氣體為c02或混合氣體(CO2+Ar)。焊接方向為下向焊。送絲速度、焊接速度和擺動頻率等焊接工藝參數由焊接工藝參數輸入器輸入,焊工不能對其進行修改(或只能對某種參數進行一定范圍的修改),確保每臺焊機和每道焊口焊接工藝參數的一致性。從而保證了各道焊口的焊接質量的均勻性,達到保證焊接質量的目的。
此焊接設備適用窄間隙坡口形式的焊接。窄間隙坡口具有如下優點:(1)焊接接頭受熱范圍小,焊接熱影響區小。(2)焊接變形和應力小。(3)焊縫的組織和性能好。(4)節省焊接材料。(5)焊接效率高。
此焊接設備適用于各種坡口形式的焊接。用于V形坡口的焊接時,除焊接效率較窄間隙坡口低外(仍可達到手工電焊的2~5倍),其他焊接優點仍較突出。
五、操作要點
1.焊接性試驗及焊接工藝評定
管道全位置自動焊在工程施焊前,應進行焊接性試驗。當鋼管的材質、規格、坡口型式、焊絲的牌號、焊絲的規格和保護氣體種類等發生變化時,均應進行焊接性試驗,試驗步驟如下:
(1)根據標準要求、理論計算和以前的經驗,初步確定焊接工藝參數范圍。
(2)在確定的焊接工藝參數范圍內,設定幾組不同的焊接工藝數進行焊接工藝性試驗。對焊接后的試件進行外觀檢查和無損探傷,縮小焊接工藝參數的范圍。
(3)在擬定的焊接工藝參數范圍內,重新進行試驗,確定一組最佳的焊接工藝參數。
(4)用確定的焊接工藝參數進行多道焊口(一般不少于5道)做模擬施工環境的焊接試驗。并對試件進行外觀檢查和無損探傷。確定良好的焊接質量是否穩定。若不穩定應調整參數重新試焊,直至焊接質量達到規定的穩定狀態。
(5)焊縫的外觀質量和無損探傷質量良好穩定后,應抽一個(或2個)管口進行力學性能試驗。試驗的各項指標均合格后,方可應用于工程焊接。
2.焊工考試
焊工在從事新的焊接項目前應進行考試。考試項目包括與考試項目相關的焊接基礎理論知識和試件的操作技能。應對試件進行外觀檢查和無損探傷,各項指標均合格后發給焊工合格證。
3.焊前準備
自動化程度越高的焊接,對焊前準備工作要求就越嚴格。管道全位置自動焊焊前準備包括如下幾個方面:
(1)焊接設備的調試及各工藝參數的確定:
在焊接前應對焊接設備進行調試,確保設備各部分運轉正常,并按焊接工藝評定編制的焊接作業指導書的要求輸入各焊接工藝參數。
(2)管口的測量和修整:
嚴格按焊接作業書的要求,對坡口角度、鈍邊厚度及管口的圓度、垂直度和平面度等進行測量,不符合要求的必須進行修整,直至達到要求,否則不得施焊。
(3)管口清理:
焊接前必須對坡口及坡口內外兩側進行清理。坡口兩側100mm范圍內應無污物,坡口及坡口兩側10mm范圍內應見金屬光澤。
(4)防風準備:
由于本管道自動焊是氣體保護焊,焊接時風速不得大于2m/s。在自然環境下達到此要求的天氣很少,所以在野外施工必須采取有效的防風措施。我們采用的是隨焊接作業車起吊的專用防風蓬,該防風篷還可防雨,既確保了焊接質量,又提高了工效。
4.焊前預熱
當焊接鋼管的強度較高、鋼管厚度較大、焊接環境溫度較低時,在焊接前應對鋼管進行預熱。預熱參數如表1:
表1 預熱參數
|
預熱溫度 |
預熱溫差 |
預熱寬度 |
加熱速度 |
|
100~150℃(1) |
≤20℃ |
焊縫兩側各不小于100mm |
≤50℃/min |
(1)標出的是一般低合金鋼的預熱溫度。具體預熱溫度應視鋼材的種類,由焊接性試驗來確定。
5.管口組裝
管口的組裝質量是保證管道全位置自動焊焊接質量的基礎,管口組裝質量必須符合焊接作業指導書的要求。
6.焊接根焊焊道
采用STT CO2氣體保護半自動焊,焊接根焊焊道。焊接工藝參數如下:
根焊焊道焊完后,應對其進行外觀檢查。對焊縫接頭處應采用砂輪機磨平,對其它部位應采用電動鋼絲刷清理,清除焊道表面的氧化熔渣(渣量很少)。
7.安裝焊機軌道
自動焊接小車行走在焊機軌道上,軌道與管道的同心度和與管口的平行度,直接影響著焊道的質量和操作者的操作復雜程度。我們采用軌道安裝專用工具安裝軌道,專用安裝工具具有下列功能:
(1)測量軌道邊緣與管道坡口之間的距離。
(2)調整軌道邊緣與鋼管坡口之間的距離。
(3)調整軌道的松緊度。
表2 焊接工藝參數
|
序號 |
參數名稱 |
參數 |
序號 |
參數名稱 |
參數 |
|
1 |
焊材牌號 |
JM-56 |
7 |
電孤電壓,V |
18~22 |
|
2 |
焊材規格,mm |
φ0.9 |
8 |
焊接速度,cm/min |
10~18 |
|
3 |
保護氣體 |
CO2 |
9 |
送絲速度,m/min |
3.5~5.0 |
|
4 |
氣體流量,L/min |
8~12 |
10 |
干伸長度,mm |
5~10 |
|
5 |
基值電流,A |
55~65 |
11 |
電源極性 |
反接 |
|
6 |
峰值電流,A |
390~420 |
12 |
擺動方式 |
直線或微擺 |
軌道安裝專用工具的錘面硬度,應稍低于焊接軌道的硬度,過硬易造成軌道的損傷,過軟易造成軌道安裝專用工具磨損太快。
軌道安裝后,應保證軌道與管表面的距離差不大于3mm,軌道與管口端面的距離差不大于2mm。
以上均符合要求后,安裝自動焊機。
8.焊接填充焊道
自動焊機安裝好后,經檢查根焊焊道外觀合格,即可進行填充焊道的焊接。根據鋼管壁厚確定填充焊道的層數和道數。填充焊道每層的厚度為2~3mm。填充焊道焊接工藝參數如表3:
表3 填充焊道焊接工藝參數
|
序號 |
參數名稱 |
參數 |
序號 |
參數名稱 |
參數 |
|
1 |
焊接方法 |
自動焊 |
8 |
電弧電壓,V |
20~25 |
|
2 |
焊接方向 |
下向 |
9 |
焊接速度,cm/min |
20~35 |
|
3 |
焊材牌號 |
JM-56 |
10 |
送絲速度,m/min |
7.0~9.5 |
|
4 |
焊材規格,mm |
φ0.9 |
11 |
擺動頻率,次/min |
120~130 |
|
5 |
保護氣體 |
CO2 |
12 |
擺動寬度,mm |
5~8 |
|
6 |
氣體流量,L/min |
25~30 |
13 |
干伸長度,mm |
5~10 |
|
7 |
焊接電流,A |
160~220 |
14 |
電源極性 |
反接 |
填充焊道的各層接頭應錯開50mm以上。蓋帽前的最后一層填充焊道,應填至低于管表面1mm左右,以保證蓋帽焊道的外觀成形。層間應采用電動鋼絲刷清除氧化層。
9.焊接蓋帽焊道
經檢查填充焊道外觀合格后,方可焊接蓋帽焊道。蓋帽焊道的寬度應為每側比坡口增寬1~2m為宜,最大不應超過3mm。蓋帽焊道焊接工藝參數如表4,表5。
六、安全措施
(1)參加施工的電焊工、氣焊工必須持有勞動部門頒發的特殊工種安全上崗證。
表7 焊縫外觀和無損檢查質量要求
|
檢查項目 |
質量要求 |
|
|
外觀檢查
|
①焊縫寬度以每側比坡口增寬1~2mm為宜,最大不應超過3mm。 |
|
|
無損檢查 |
射線探傷 |
GB 3323 Ⅱ級 |
|
SY/T 4056 Ⅱ級 |
||
|
API Std.1104 合格 |
||
|
超聲波探傷 |
GB 11345 Ⅰ級 |
|
|
SY/T 4065 Ⅰ級 |
||
|
API Std.1104 合格 |
||





 器
器