- «a(ch©Żn)ŲĘ
- ╣®æ¬(y©®ng)
- ╣½╦Š
- ą┬┬ä
|
|
||||||||||||||||||||||||||||
┐ņ╦┘ą▐ča(b©│)䮯¼┐╦Ę■┴╦é„Įy(t©»ng)ą▐ča(b©│)▓─┴Žė├┴┐┤¾Īó─²ĮY(ji©”)Ģr(sh©¬)ķgČ╠Ą─▓╗ūŃŻ¼Š▀ėąār(ji©ż)Ė±Ą═Īóė├┴┐╔┘ĪóįńŲ┌ÅŖ(qi©óng)Č╚Ė▀ĪóĖ╔┐s┬╩ąĪŻ¼ī”£žČ╚║═╦«─ÓŲĘĘN▀mæ¬(y©®ng)ąįÅŖ(qi©óng)Ż¼╩Ūę╗ĘN└ĒŽļĄ─┐ņ╦┘ą▐ča(b©│)═ŌōĮä®ĪŻ1996─Ļ10į┬═©▀^║■▒▒╩ĪĮ╗═©ÅdĶbČ©ĪŻ
▀mė├ė┌╦«─ÓĒ┼┬Ę├µ┐ėĪó▓█ĪóēKĄ─┐ņ╦┘ą▐ča(b©│)Ż¼ę▓▀mė┌ėą┐ņ╦┘═©▄ćę¬Ū¾Ą─ą┬╗ņ─²═┴┬Ę├µöéõüĪŻ

R-24ęčį┌207ć°Ą└Īóę╦³SĖ▀╦┘╣½┬ĘĪóŽÕĘ«┤¾ś“ĪóąóĖą┤¾ś“Ą╚╣ż│╠▀M(j©¼n)ąą┴╦æ¬(y©®ng)ė├Ż¼ą¦╣¹┴╝║├Ż¼ą¦ęµ’@ų°ĪŻ

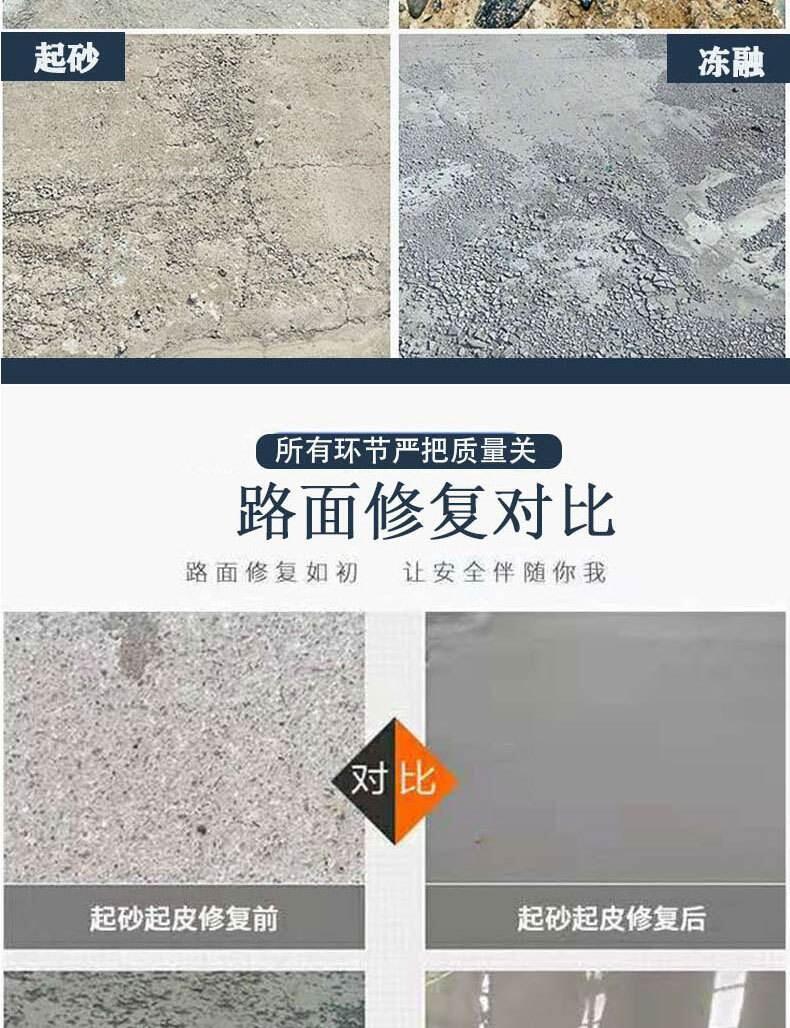
┼c│ŻęÄ(gu©®)ą▐ča(b©│)ŽÓ▒╚Ż¼├┐ŲĮĘĮĒ┼┬Ę├µį÷╝ė╝s10į¬▓─┴Ž┘M(f©©i)Ż¼Ą½╠ßŪ░═©▄ćŻ¼£p╔┘┴╦B(y©Żng)ūo(h©┤)┘M(f©©i)ė├Ż¼▒ŻūC┴╦Į╗═©Ģ│═©Ż¼╚ĪĄ├┴╦║├Ą─╔ńĢ■(hu©¼)ą¦ęµ║═Įø(j©®ng)Ø·(j©¼)ą¦ęµĪŻ
(1)╗ņ─²═┴Ą─║═ęūąį║├Ż¼│§─²Ģr(sh©¬)ķgš²│ŻŻ¼╩®╣żĘĮ▒ŃŻ¼ī”ÜŌ║“▀mæ¬(y©®ng)ąįÅŖ(qi©óng)Ż¼┐╔į┌5Īµ~35ĪµÜŌ£žŽ┬╩®╣żĪŻ
(2)įńŲ┌ÅŖ(qi©óng)Č╚Ė▀Ż¼ę╗╠ņ┐╣š█ÅŖ(qi©óng)Č╚┐╔▒╚╗∙¾wĒ┼┐╣š█ÅŖ(qi©óng)Č╚╠ßĖ▀1▒ČČÓŻ¼▀_(d©ó)3.5~4.2MPaŻ¼ØMūŃ╦«─Ó╗ņ─²═┴┬Ę├µę╗╠ņ═©▄ćĄ─ę¬Ū¾;║¾Ų┌ÅŖ(qi©óng)Č╚ĘĆ(w©¦n)Č©░l(f©Ī)š╣Ż¼Č■╩«░╦╠ņ┐╣š█ÅŖ(qi©óng)Č╚┐╔▀_(d©ó)6~7MPaĪŻ
(3)Ė╔┐s┬╩ąĪŻ¼┼c└Ž╗ņ─²═┴š│ĮY(ji©”)ąį─▄║├Ż¼ūŅĮKĖ╔┐s┬╩×ķ0.12Īļ ĪŻ Č╝╠m┐h▌p┘|(zh©¼)─©╗ę╩»ĖÓÅS╝ęČ╝╠m┐h▌p┘|(zh©¼)─©╗ę╩»ĖÓÅS╝ę
Č╝╠m┐h▌p┘|(zh©¼)─©╗ę╩»ĖÓÅS╝ęČ╝╠m┐h▌p┘|(zh©¼)─©╗ę╩»ĖÓÅS╝ę

 ĪĪĪĪ
ĪĪĪĪåT«a(ch©Żn)ŲĘ")

╚ļŲ¾śI(y©©)ŠW(w©Żng)šŠ")