- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
江西南昌塑鋼門窗水槽銑床廠家配置及報價
塑鋼門窗水槽銑 門窗水槽銑床 門窗銑床加工設備
濟南天馬機器制造有限公司,專業生產鋁合金門窗設備、塑鋼門窗設備、中空玻璃加工設備,廠家直銷,質量保證,售后無憂,老廠家大品牌,資質齊全,實力雄厚,公司在全國各省會城市均設有售后服務點, 24小時上門服務,偏遠地區48小時,節假日除外,我們在南昌當地已有一批合作的客戶,歡迎實地考察,洽談合作1
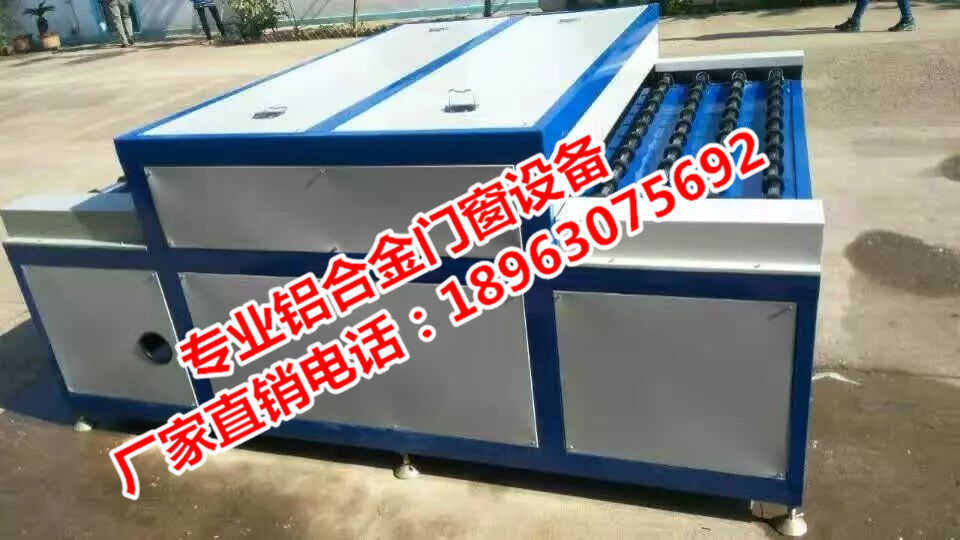
SCX01-2塑料型材雙軸水槽銑
本機主要用于塑料型材排水孔的加工。
采用模塊化結構,在工作時,各機頭可單動和有選擇地聯合運行,選擇自由、控制方便。
各個機頭的工作組合可通過電氣箱上選擇開關來完成。
主要技術參數:
工作氣壓 0.4—0.6Mpa
輸入電源 380V 50HZ
輸入功率 0.78Kw
主軸轉速 25000r/min
銑刀直徑 Φ5 Φ6 mm
銑槽深度 max30 mm
銑槽長度 30~60 mm
外形尺寸 1925×750×1600mm
重量 280Kg
SCX01-3塑料型材三軸水槽銑
本機主要用于塑料型材排水孔的加工。
采用模塊化結構,在工作時,各機頭可單動和有選擇地聯合運行,選擇自由、控制方便。
各個機頭的工作組合可通過電氣箱上選擇開關來完成。
主要技術參數:
工作氣壓 0.4~0.6Mpa
輸入電源 380V 50HZ
輸入功率 1.14Kw
主軸轉速 25000r/min
銑刀直徑 Φ5 Φ6 mm
銑槽深度 max30 mm
銑槽長度 30~60 mm
外形尺寸 1925×750×1600mm
下面為您介紹塑鋼門窗水槽銑床的操作流程及注意事項
塑料型材雙軸水槽銑
操作規程:
1、打開電源開關,氣源開關。
2、打開機頭選擇開關并讓其空運行一次.,檢查是否有異常。
3、讓兩個機頭依次空運行一次,看其動作是否正常。
4、調整工作時所銑水槽所需長度,位置,深度及角度是否正確
5、機頭的縱橫進給時間控制在5-7秒,不宜太快,回程控制在
3-4秒 鐘即可。
6、加工特殊工件位置時,可在所用的某一機頭換上備用的長柄φ5×75的銑刀,即可解決機頭干涉問題。
7、如果機器短時間不用或操作人員不在工作區,應按“急停”按鈕,防止其它工人誤操作,損壞機器或傷人。
8、操作完畢,關閉加熱開關,然后關閉機器總電源。
9、放掉三聯體水杯里的水,用氣槍吹干凈料沫。
10、關閉總電源,關閉氣源。
保養規程:
1、刀具:在使用過程中發現刀具損壞,立即更換。
2、運動副絲杠應定期加油潤滑。(N68)
3、氣源處理器:分水濾氣器存水杯應每班放水,過濾芯每周清洗一次;油霧器油杯內油位應保持容器的1/4—3/4高度為宜。
4、工作完畢要清除所有塵削,保持機器清潔。
注意事項:
1、機器運行時,除操作員外禁止其他人員進入工作區。
2、出現緊急狀況,立即按“急停開關”使機器停止運轉。
3、所有接線及插頭不可帶電插拔。
4、對設備要不定期地進行檢查,消除事故隱患。
濟南天馬機器制造有限公司,竭誠為您服務!