- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
浙江鋁合金門窗組合端面銑廠家配置及報價
斷橋鋁門窗端面銑 門窗銑床設(shè)備 門窗設(shè)備生產(chǎn)廠家
1、選擇消費者滿意或售后服務(wù)信得過的家居市場。
2、要貨比三家,對同一款式、同一品牌的商品,要從質(zhì)量、價格、服務(wù)等方面綜合考慮。
3、要選擇型材,先要了解塑鋼窗所選用的PVC型材。PVC型材是塑鋼窗質(zhì)量與檔次的決定性因素,好的PVC型材應(yīng)該是例題設(shè)計的多腔體,壁厚,配方中含抗老化、防紫外線助劑,從外表上看應(yīng)該是表面光潔、顏色青白。中低檔的型材是白中泛黃,這種顏色防曬能力關(guān),使用幾年后會越變越黃直至老化、變形、脆裂、其原因就是型材配方中含鈣太多。考慮到目前大多數(shù)房子的窗戶面積較大(如封陽臺)及高層建筑較多,所以型材的壁厚應(yīng)選擇大于2.5毫米,內(nèi)腔為三腔結(jié)構(gòu)(具有封閉的排水腔和隔離腔、增強腔)的型材,這樣才能保證窗戶使用幾十年不變形。另外這樣的型材不易變色、不易老化。
4、要觀察塑鋼窗表面有無明顯劃傷、脫槽、焊角處是否有裂縫等。
5、針對室外噪音較大的住宅,最好能選用配中空玻璃的塑鋼窗,其密封、隔音效果極佳。
6、塑鋼窗關(guān)閉時,扇與框之間無縫隙,推拉塑料鋼窗應(yīng)滑動自如,聲音柔和,無粉塵脫落。
7、塑鋼窗的框內(nèi)應(yīng)有鋼社,玻璃安裝得平整牢固且不直接接觸型材,若是雙層玻璃則夾層內(nèi)應(yīng)無粉塵和水汽,開關(guān)各部件嚴(yán)密靈活。
8、設(shè)計窗型時,一般可按以下順序:A.功能;B.實用、美觀;C.超前。
9、發(fā)票、合同上必須注明塑鋼窗的名稱、規(guī)格、數(shù)量、價格、金額。

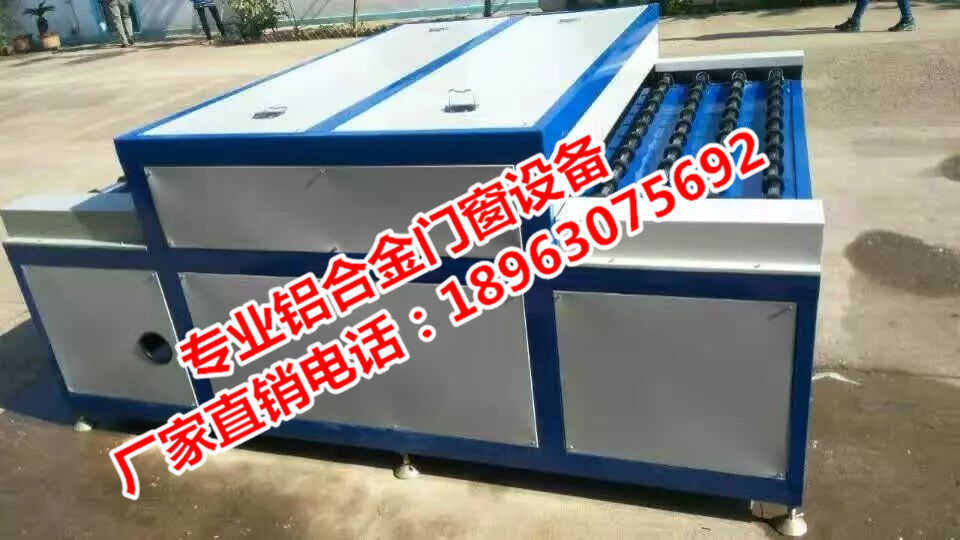
LDX-250鋁門窗組合端面銑床
用于鋁型材端面的加工,以適應(yīng)不同截面型材的配合。
設(shè)有高精度主軸,使加工精度高且穩(wěn)定
工進(jìn)機構(gòu)采用氣液混合傳動方式,運行平穩(wěn)
一次銑削多根型材,效率高
刀具可作上下、左右調(diào)整以適應(yīng)不同形狀尺寸的加工
可調(diào)刀具使加工不同型材時,不必訂制刀具,從而縮短生產(chǎn)準(zhǔn)備、周期和降低成本
刀具直徑大,切割速度高,加工面質(zhì)量好
主要規(guī)格及技術(shù)參數(shù):
電 源: 380 V 50 HZ
電機總功率: 6.6 KW
電機轉(zhuǎn)速: 2800 r/min
氣源工作壓力: 0.5-0.8 MPa
主軸直徑: 32 mm
銑刀直徑: 250 mm
工作臺進(jìn)給行程: 0~1050 mm
工作臺尺寸: 530×320 mm
電機調(diào)整行程: 0-85 mm
開榫最大尺寸: 40 mm
外形尺寸: 2425×1510×1655 mm(長×寬×高)
切割型材粗糙度: Ra12.5 μm
重 量:450 kg
端面銑床安全操作規(guī)程
1.操作者必須熟悉端面銑床的性能、結(jié)構(gòu)、傳動系統(tǒng)、潤滑系統(tǒng)、操作手柄和開關(guān)等。嚴(yán)禁超性能、超負(fù)荷使用機床。
2.夾具和工件必須裝卡牢靠。
3.銑床只有在放下防護(hù)裝置后,才允許開動,以防止切屑飛出、切削液飛濺、對操作者造成傷害。
4.不得擅自松動極限行程撞塊,不允許超行程使用機床。
5.只有在機床停止運轉(zhuǎn)后,才能進(jìn)行刀具裝卸。
6.主軸旋轉(zhuǎn)前,應(yīng)確認(rèn)主軸上的刀具已經(jīng)夾緊。
7.本機床的按鈕等只能由一人獨立操作,不允許兩名以上操作者同時操作機床。
8.在加工過程中,不應(yīng)清理切屑。
9.操作者在操作機床時,要密切注視切削情況,遇到突發(fā)危險,應(yīng)按急停按鈕。
10.機床斷電順序應(yīng)遵守先按下停止按鈕,再切斷總電源的原則。
11.工作完成后切斷電源,并清掃鋁屑,擦拭機床,做好各項保養(yǎng)工作。


品")


入企業(yè)網(wǎng)站")