韓國現(xiàn)代SR-625 /ENiCrMo-3鎳基焊條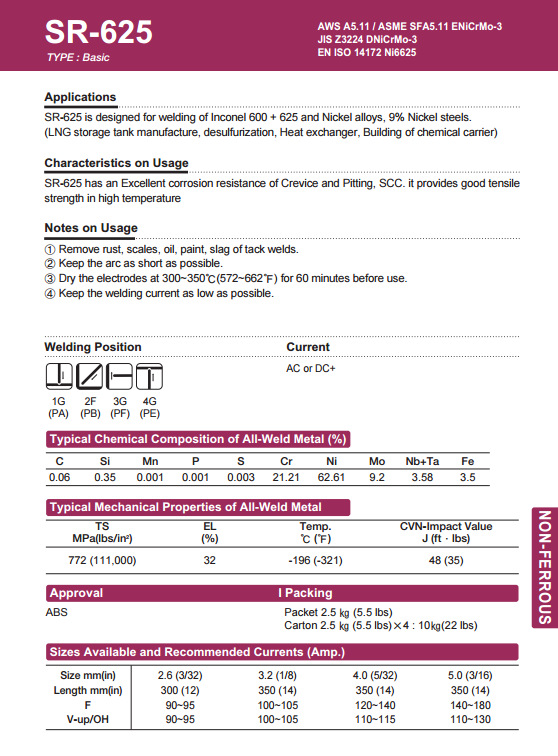
上海電力PP-J807RH超低氫高韌性焊條
|
PP-J807RH是低氫鈉型藥皮的超低氫高韌性焊條,采用直流反接,可進(jìn)行全位置焊接,焊接工藝性能良好,熔敷金屬具有良好的綜合機(jī)械性能,并具有良好的低溫沖擊韌性和抗裂性能
適用于焊接屈服強(qiáng)度為685MPa級(jí)的低合金調(diào)質(zhì)高強(qiáng)度鋼(如14MnMoNbB、HQ80、HQ80C等),應(yīng)用在水電站下降管、壓力容器、橋梁、機(jī)械、礦山、海洋工程等領(lǐng)域。也是與WCF80鋼有良好配套的焊條
熔敷金屬化學(xué)成分(%)
|
元 素
|
C
|
Mn
|
Si
|
Cr
|
Ni
|
Mo
|
S
|
P
|
|
標(biāo)準(zhǔn)值
|
≤0.10
|
1.30~
1.80
|
≤0.50
|
≤0.60
|
1.40~
2.00
|
0.30~
0.60
|
≤0.020
|
≤0.020
|
熔敷金屬力學(xué)性能(焊態(tài))
|
試驗(yàn)項(xiàng)目
|
抗拉強(qiáng)度
Rm / MPa
|
屈服強(qiáng)度
ReL或Rp0.2 / MPa
|
伸長(zhǎng)率
A / %
|
-40℃ 沖擊吸收功
AKV / J
|
|
標(biāo)準(zhǔn)值
|
≥785
|
≥685
|
≥15
|
≥34
|
X射線探傷:Ⅰ級(jí)。
藥皮含水量或熔敷金屬擴(kuò)散氫含量: ≤0.10%或≤5.0mL/100g(色譜法或水銀法)或≤2.0mL/100g(甘油法)。
參考電流(DC+)
|
焊條直徑 / mm
|
3.2
|
4.0
|
5.0
|
|
焊接電流 / A
|
90~120
|
130~170
|
170~210
|
注意事項(xiàng):
1. 焊前焊條須經(jīng)350℃~400℃烘焙1~2小時(shí),建議放入100~150℃保溫筒內(nèi)隨用隨取。
2. 焊前必須對(duì)焊件清除鐵銹、油污、水分等雜質(zhì)。
3. 焊接時(shí)須用短弧操作,以窄道焊為宜
|
上海電力PP-R717/E9015-B9/11MoVNi-15耐熱鋼焊條
|
PP-R717是低氫鈉型藥皮含Cr9.0%-Mo1.0%-VNb的耐熱鋼焊條,采用直流反接,短弧操作,可進(jìn)行全位置焊接。焊前焊件預(yù)熱至200~300℃,并保持該層間溫度。焊后需經(jīng)高溫回火處理
|
適用于焊接改良型9Cr1Mo鋼(如10Cr9Mo1VNbN、P91、T91、F91等),用于亞臨界、超臨界鍋爐壁溫在650℃以下的過熱器管、再熱器管和壁溫為600℃以下的集箱、蒸汽管道。也可用于石油裂化裝置的爐管、高溫用管道等焊接
|
熔敷金屬化學(xué)成分(%)
|
元素
|
C
|
Mn
|
Si
|
Cr
|
Mo
|
Ni
|
V
|
Nb
|
S
|
P
|
|
標(biāo)準(zhǔn)值
|
0.06~
0.12
|
0.60~
1.20
|
≤0.50
|
8.00~
9.50
|
0.80~
1.10
|
0.40~
1.00
|
0.15~
0.35
|
0.02~
0.10
|
≤0.010
|
≤0.015
|
|
例值
|
0.087
|
1.10
|
0.32
|
8.80
|
1.05
|
0.65
|
0.20
|
0.05
|
0.006
|
0.010
|
熔敷金屬力學(xué)性能(焊后760℃±15℃×2h回火處理)
|
試驗(yàn)項(xiàng)目
|
抗拉強(qiáng)度
Rm / MPa
|
屈服強(qiáng)度
ReL或Rp0.2/ MPa
|
伸長(zhǎng)率
A / %
|
常溫沖擊吸收功
AKV / J
|
|
標(biāo)準(zhǔn)值
|
≥620
|
≥530
|
≥15
|
≥47
|
|
例值
|
690
|
560
|
22
|
80
|
X射線探傷:Ⅰ級(jí)。
藥皮含水量或熔敷金屬擴(kuò)散氫含量:≤0.15%或≤10.0mL/100g(水銀法)。
參考電流
|
焊條直徑 / mm
|
2.5
|
3.2
|
4.0
|
5.0
|
|
焊接電流 / A
|
60~90
|
90~120
|
130~170
|
170~210
|
注意事項(xiàng):
1. 焊前焊條須經(jīng)350℃烘焙1小時(shí),隨烘隨用。
2. 焊前必須對(duì)焊件清除鐵銹、油污、水分等雜質(zhì)
|
|
|
上海電力PP-R312/E5500-B2-V耐熱鋼焊條
PP-R312是鈦鈣型藥皮含Cr1.2%-Mo0.5%-V的珠光體耐熱鋼焊條,交直流兩用,可進(jìn)行全位置焊接,焊縫成型美觀。焊前焊件預(yù)熱至250~30O℃,并保持該層間溫度。焊后需經(jīng)高溫回火處理
|
適用于工作溫度在580℃以下的鍋爐受熱面管子和540℃以下的蒸汽管道、集箱經(jīng)氬弧焊打底后蓋面焊,如12CrMoV、12Cr1MoVG等鋼的焊接。也應(yīng)用于石油裂化設(shè)備、高溫合成化工機(jī)械及相應(yīng)強(qiáng)度等級(jí)的低合金高強(qiáng)度鋼的焊接
熔敷金屬化學(xué)成分(%)
|
元 素
|
C
|
Mn
|
Si
|
Cr
|
Mo
|
V
|
S
|
P
|
|
標(biāo)準(zhǔn)值
|
0.05~
0.12
|
≤0.90
|
≤0.60
|
0.80~
1.50
|
0.40~
0.65
|
0.10~
0.35
|
≤0.035
|
≤0.035
|
熔敷金屬力學(xué)性能(焊后730℃±15℃×2h回火處理)
|
試驗(yàn)項(xiàng)目
|
抗拉強(qiáng)度
Rm / MPa
|
屈服強(qiáng)度
ReL或Rp0.2/ MPa
|
伸長(zhǎng)率
A / %
|
常溫 沖擊吸收功
AKV / J
|
|
標(biāo)準(zhǔn)值
|
≥540
|
≥440
|
≥16
|
≥27
|
X射線探傷:Ⅱ級(jí)。
參考電流(DC+或AC)
|
焊條直徑 / mm
|
2.5
|
3.2
|
4.0
|
|
焊接電流 / A
|
70~90
|
100~140
|
150~200
|
注意事項(xiàng):
1. 焊前焊條需經(jīng)150~200℃烘焙1h。
2. 焊前必須對(duì)焊件清除鐵銹、油污、水分等雜質(zhì)
|
品牌:上海電力
PP-R306是低氫鉀型藥皮含Cr1.2%-Mo0.5%的珠光體耐熱鋼焊條,采用直流反接,短弧操作,可進(jìn)行全位置焊接。焊前焊件預(yù)熱至160~220℃,并保持該層間溫度
適用于工作溫度在540℃以下的鍋爐受熱面管子和510℃以下的蒸汽管道、集箱和壓力容器、石油精煉設(shè)備等,如15CrMoG、T12、P12等鋼的焊接。也可用于焊接30CrMnSi鑄鋼件
|
熔敷金屬化學(xué)成分(%)
|
元素
|
C
|
Mn
|
Si
|
Cr
|
Mo
|
S
|
P
|
|
標(biāo)準(zhǔn)值
|
0.05~0.12
|
≤0.90
|
≤0.80
|
1.00~1.50
|
0.40~0.65
|
≤0.030
≤0.015*
|
≤0.030
≤0.025*
|
|
例值
|
0.078
|
0.65
|
0.38
|
1.26
|
0.53
|
0.012
|
0.018
|
熔敷金屬力學(xué)性能(焊后690℃±15℃×1h回火處理)
|
試驗(yàn)項(xiàng)目
|
抗拉強(qiáng)度
Rm / MPa
|
屈服強(qiáng)度
ReL或Rp0.2/ MPa
|
伸長(zhǎng)率
A / %
|
常溫沖擊吸收功
AKV / J
|
|
標(biāo)準(zhǔn)值
|
≥550
550~670*
|
≥460
|
≥17
≥20*
|
≥27
≥47*
|
|
例值
|
630
|
520
|
24
|
160
|
注:*數(shù)值為NB/T 47018所要求。
X射線探傷:Ⅰ級(jí)。
藥皮含水量或熔敷金屬擴(kuò)散氫含量:≤0.20 %或≤10.0mL/100g(水銀法)。
參考電流
|
焊條直徑 / mm
|
2.5
|
3.2
|
4.0
|
5.0
|
|
焊接電流 / A
|
60~90
|
90~120
|
130~170
|
170~210
|
注意事項(xiàng):
1. 焊前焊條須經(jīng)350℃烘焙1小時(shí),隨烘隨用。
2. 焊前必須對(duì)焊件清除鐵銹、油污、水分等雜質(zhì)
|


員產(chǎn)品")

入企業(yè)網(wǎng)站")






