Ë├╝ñ╣Ô║©¢Ë╚~¦å╝╝ðgú¼ÅøÐa┴╦鸢yÙèÎÞ║©║©¢ËÁ─▒Î▓ííú╚~¦åÃ░║¾╔w░Õ┼c╚~ã¼Á─¥Ç├▄ÀÔ┬╩ÄÎ║§┐╔▀_100%ú¼┴¸Á└╣Ô╗¼¥½┤_îó┴¸Á└Á─╦«┴ªôp╩º¢ÁÁ¢Î¯Á═ú¼Î¯┤¾│╠Â╚Á─▒úÎC▒├Á─©▀ðº▀\ððú¼¢ÁÁ═┐═æ¶▀\ðð│╔▒¥íú
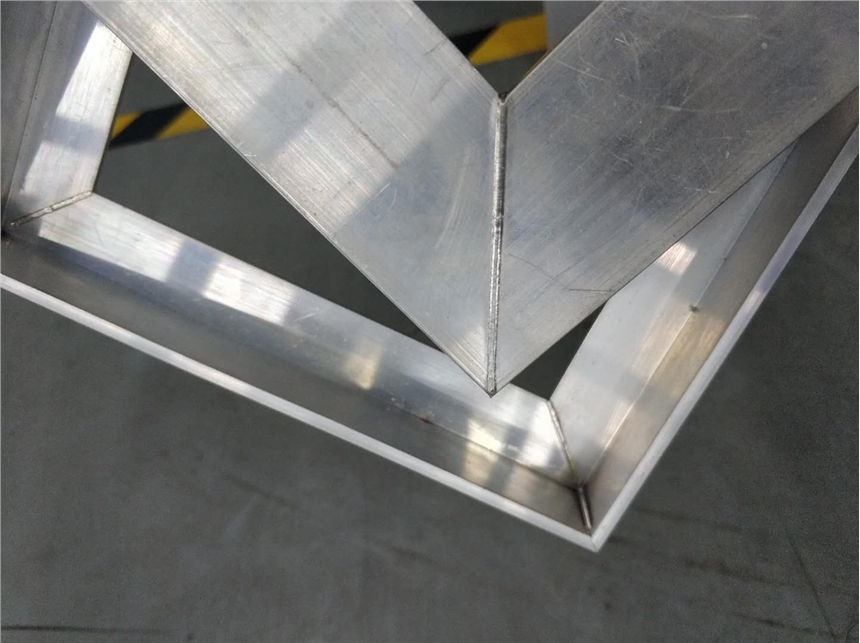
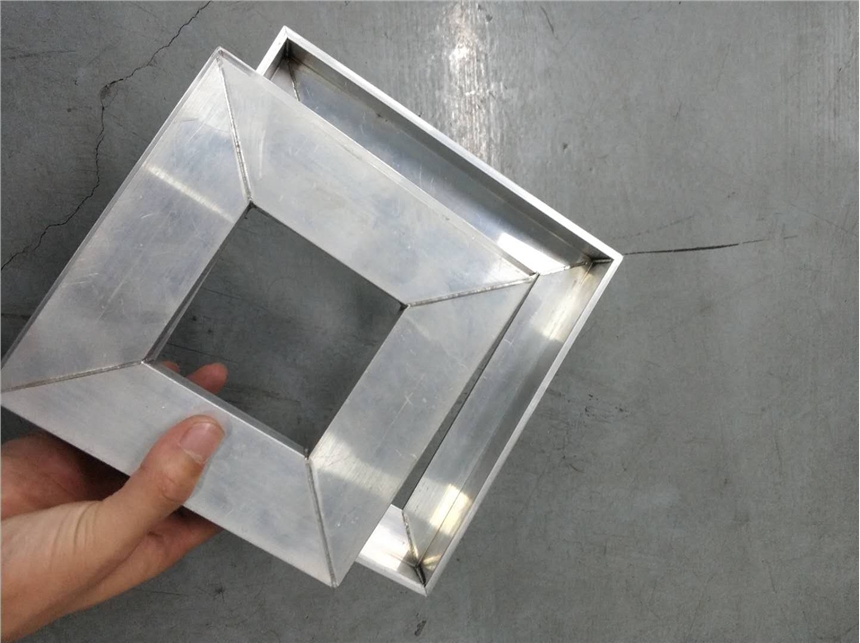
╚~¦å╝╚Í©ÐbËðäË╚~Á─¦å▒Pú¼╩Ãø_äË╩¢ã¹¦åÖCÌDÎËÁ─¢M│╔▓┐ÀÍíúËÍÍ©¦å▒P┼c░▓Ðbãõ╔¤Á─ÌDäË╚~ã¼Á─┐éÀQíú▀ÇÍ©¦å▒P┼c░▓Ðbãõ╔¤Á─ÌDäË╚~ã¼Á─┐éÀQíú
Ùxð─═¿´LÖC╚~¦åÁ─╚~ã¼ð╬á¯Ëðå╬░Õð═íóêA╗íð═║═ÖCÊÝð═Á╚ÄÎÀN.ÖCÊÝð═╚~ã¼¥▀Ëð┴╝║├Á─┐ıÜÔäË┴ªîW╠ÏðÈú¼ðº┬╩©▀íóÅèÂ╚║├íóäéÂ╚┤¾íúãõ╚▒³c╩Ãú¼ÍãÈý╣ñ╦çÅ═Ùsú¼▓óÃÊ«ö¦ö╦═║¼ëmØÔÂ╚©▀Á─ÜÔ¾wòrú¼╚~ã¼╚¦ÊÎ─Ñôpú¼╚~ã¼─Ñ┤®║¾ú¼Ùs┘|▀M╚Ù╚~ã¼â╚▓┐ú¼╩╣╚~¦å╩º╚Ñã¢║Ô°«a╔·ı±äËíúã¢░Õð═Í▒╚~ã¼ÍãÈý║åå╬ú¼Á½┴¸äË╠ÏðȦ^▓¯ú¼Â°ã¢░Õ÷¥Ç║¾¤‗╚~ã¼┼cÊÝð═╚~㼤Ó▒╚ú¼│²©▀ίðº┬╩³c©¢¢³ðº┬╩Á═ð®═Ôú¼ãõ╦³╣ñør³cÁ─ðº┬╩╩äӫö¢Ë¢³Á─íú
╦«▒├╚~¦å╣Ô║©¢ËÁ─͸ʬâ׳cú║
1.┐╔îó╚Ùƒß┴┐¢ÁÁ¢Î¯Á═Á─ðÞʬ┴┐ú¼ƒßË░Ýæà^¢¤ÓÎâ╗»ÀÂç·ðíú¼ÃÊÊ‗ƒßé¸îº╦¨îºÍ┬Á─Îâð╬ÊÓίÁ═íú
2.32mm░Õ║±å╬Á└║©¢ËÁ─║©¢Ë╣ñ╦çàóöÁÿI¢øÖz¿║¤©±ú¼┐╔¢ÁÁ═║±░Õ║©¢Ë╦¨ðÞÁ─òrÚg╔§Í┴┐╔╩íÁ¶╠¯¢î┘Á─╩╣Ë├íú
íííí3.▓╗ðÞ╩╣Ë├ÙèÿOú¼ø]ËðÙèÿO╬█╚¥╗‗╩▄ôpÁ─¯Öæ]íúÃÊÊ‗▓╗î┘Ë┌¢ËË|╩¢║©¢ËÍã│╠ú¼ÖC¥▀Á─║─ôp╝░Îâð╬¢Ë┐╔¢ÁÍ┴ίÁ═íú
íííí4.╝ñ╣Ô╩°ÊÎË┌¥█¢╣íó╩╝░╩▄╣ÔîWâxã¸╦¨îºÊ²ú¼┐╔À┼Í├È┌Ùx╣ñ╝■▀m«öÍ«¥ÓÙxú¼ÃÊ┐╔È┌╣ñ╝■Í▄ç·Á─¥▀╗‗ı¤ÁKÚgÈ┘îºÊ²ú¼ãõ╦¹║©¢ËÀ¿ätÊ‗╩▄Á¢╔¤╩÷Á─┐ıÚg¤ÌÍã°ƒoÀ¿░lô]íú
íííí5.╣ñ╝■┐╔À┼Í├È┌ÀÔÚ]Á─┐ıÚgú¿¢ø│Úıµ┐ı╗‗â╚▓┐ÜÔ¾w¡h¥│È┌┐ÏÍã¤┬ú®íú
íííí6.╝ñ╣Ô╩°┐╔¥█¢╣È┌║▄ðíÁ─à^Ë‗ú¼┐╔║©¢Ëðíð═ÃÊÚg©¶¤Ó¢³Á─▓┐╝■ú¼
íííí7.┐╔║©▓─┘|ÀN¯ÉÀÂç·┤¾ú¼ÊÓ┐╔¤Ó╗Ñ¢Ë║¤©¸ÀN«É┘|▓─┴¤íú
íííí8.ÊÎË┌ÊÈÎÈäË╗»▀Mðð©▀╦┘║©¢Ëú¼ÊÓ┐╔ÊÈöÁ╬╗╗‗Ùè─X┐ÏÍãíú
íííí9.║©¢Ë▒í▓─╗‗╝ÜÅ¢¥Ç▓─òrú¼▓╗ò■¤±Ùè╗í║©¢Ë░ÒÊÎËð╗Ï╚█Á─└ºö_íú
íííí10.▓╗╩▄┤┼ê÷╦¨Ë░Ýæú¿Ùè╗í║©¢Ë╝░ÙèÎË╩°║©¢Ëät╚¦ÊÎú®ú¼─▄¥½┤_Á─╩║©╝■íú
íííí11.┐╔║©¢Ë▓╗═¼╬´ðÈú¿╚þ▓╗═¼ÙèÎÞú®Á─â╔ÀN¢î┘
12.▓╗ðÞıµ┐ıú¼ÊÓ▓╗ðÞÎ÷X╔õ¥ÇÀ└Îoíú
íííí13.╚¶ÊÈ┤®┐Î╩¢║©¢Ëú¼║©Á└╔¯Ê╗îÆ▒╚┐╔▀_10:1
íí 14.┐╔ÊÈÃðôQÐbÍ├îó╝ñ╣Ô╩°é¸╦═Í┴ÂÓéÇ╣ñθı¥íú
╦«▒├╚~¦å╝ñ╣Ô║©¢ËÖC╝╝ðgàóöÁú║
㢥¨╝ñ╣Ô╣ª┬╩ú║400W
ί┤¾å╬├}ø_─▄┴┐ú║110J
͸ÖC║─Ùè╣ª┬╩:í▄14KW
║©¢Ë╔¯Â╚: 0 .1-2.5mm
║©³c┤¾ðí: 0.2-2mm
╝ñ╣Ô▓¿ÚL:1064nm
├}ø_îÆÂ╚: 0.3-20msú¿┐╔ı{ú®
▀Bô¶¯l┬╩: 1-100Hz
├Ú£╩¿╬╗ : ╝t╣Ô¿╬╗ú¿┐╔▀xCCDú®
╝ñ╣Ôã¸╣ñθðð│╠: X¦S300Y¦S200Z¦S300ú¿ðð│╠┐╔▀xú®
Ùè┴ªðÞþ: 380Ví└10% / 50Hz / 60A
▀B└m╣ñθòrÚg: í¦16h
╦«└õ¤Á¢y: 3ãÑ/5ãÑú¿┐╔▀xú®╝ñ╣Ôã¸îúË├╦«└õ¤õ
╩╣Ë├¡h¥│Øìⶃoëmú¼ƒoıÈ┤ú¼10íµ-30íµú¼Ø±Â╚5%-85%
ı²ð┼▓╗õPõôÎÈäË╝ñ╣Ô║©¢ËÖC╩Ã×ÚØMÎÒ▓╗õPõô«aãÀ┼·┴┐╗»íó┤¾ÊÄ─ú╗»║©¢Ë╔·«a°ÈOËïú¼┼õéõË═ë║íóÜÔäËèA¥▀ú¼┐╔îì¼F╚²¦Síó╦─¦Síó╬Õ¦S┬ôäËÎÈäË═Û│╔║©¢Ë╣ñð‗ú¼▓╗õPõôÎÈäË╝ñ╣Ô║©¢ËÖC¥▀Ëð║©¢Ëðº┬╩©▀íó│╔ãÀ┬╩©▀íó╚╦╣ñ│╔▒¥Á═Á╚â×ä¦íú

 íííí
íííí