- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
熱處理后的高速鋼加工用什么刀具材質效果好?熱處理后的高速鋼硬度比較高,58度、60度、62度、65度,甚至67度以上,普通硬質合金刀具無法進行車削加工,用磨具砂輪磨削效率太低,不適合現代化的批量生產加工。而熱處理后高速鋼不僅硬度高,有些工件表面內孔壁有微變形,導致加工的時候出現斷續車削打刀的情況,刀具損耗極大。華菱品牌非金屬粘合劑立方氮化硼刀具加工熱處理后高速鋼效率高、耐磨損,多種材質牌號,從粗加工到精加工,連續切削到斷續切削加工工況都有適合的刀具方案。
粗加工熱處理后的高速鋼CBN刀具:BN-S10,BN-S20

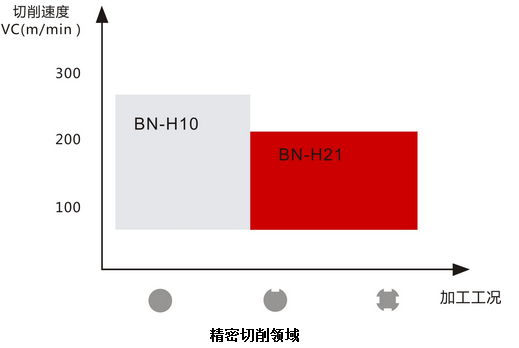
精加工熱處理后的高速鋼CBN刀具:BN-H10,BN-H21
例如還有的客戶在加工一款熱處理后硬度65度到67度的粉末高速鋼模具(M2、M4、M5、M6)時,原來用普通CBN刀片,上表面出現高溫脫層造成月牙洼磨損嚴重,只能加工1件,加工成本較高。后采用華菱品牌BN-H10(能承受中等斷續切削的刀具材質牌號),切削效果很好。
熱處理后的高速鋼加工刀具如何選擇?華菱品牌加工熱處理后高速鋼的刀具牌號及所能承受的加工硬度和吃刀深度:
|
刀具牌號 |
適合加工材質 |
加工方式 |
推薦切削狀態 |
|
BN-S10 |
高速鋼 |
粗加工 |
斷續 |
|
BN-S20 |
淬硬鋼、耐熱耐磨鋼、高錳鋼 |
粗加工,半精加工 |
斷續-連續 |
|
BN-H05 |
淬硬鋼,高速鋼 |
精加工 |
連續切削 |
|
BN-H10 |
淬硬鋼,高強度合金 |
精加工 |
連續-中斷續 |
|
BN-H21 |
淬硬鋼,高速鋼 |
精加工 |
中斷續-強斷續 |
熱處理后的高速鋼加工案例:
(1)BN-S20牌號加工熱處理后的高速鋼

(2)BN-H21牌號加工熱處理后的高速鋼

延伸閱讀:
(1)華菱超硬已經形成了從連續到斷續,從粗加工到超精加工一整套的以車代磨/硬車削刀具方案。凡購買我司鄭州華菱刀具產品均實行質量三包,全程技術跟蹤服務!
(2)針對熱處理后的硬鋼類加工,華菱超硬有專門的刀具牌號及切削參數,有效的解決了硬質合金刀具和陶瓷刀具加工硬鋼時出現的不耐磨或者崩刀現象,并使得以車代磨,干式切削有效進行,不僅提高了加工效率,而且降低了加工時間,節約了加工成本。如軸承硬車PCBN刀片,齒輪硬車PCBN刀片,硬鋼粗車刀片BN-S20牌號,硬面加工用CBN刀片,硬鋼強斷續切削刀片,調質鋼加工用刀片,硬鋼連續切削CBN刀片,硬鋼輕斷續切削刀片等。
在加工軋輥過程中仿形是常見的加工方式,由于整體立方氮化硼刀片沒有加緊孔,仿形加工中可能會造成刀片發生位移,造成加工誤差。為了保證軋輥的順利加工,華菱推出了帶定位槽、禁固坑的整體立方氮化硼刀片,使定位更可靠,滿足數控仿形加工的需要。






