- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
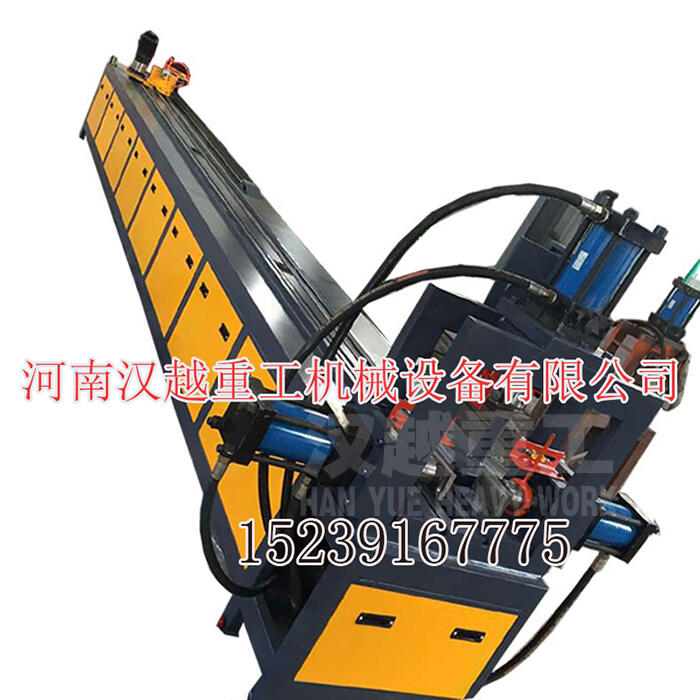
廣西桂林超前小導管沖孔機生產線
小導管打孔機壓力加工所用的模具、工具材料大多是合金鋼、碳素工具鋼和硬質合金,它們都有一個共同的特點:強度硬度較高,塑性韌性相對較低,這對金屬變形相當有利。但對操作者的安全卻不利。怎樣才能兼顧兩者? 根據多年來的經驗,河南漢越認為從改進沖孔機的工藝方法入手,尋找防范措施,效果較好,方法也簡單易行,且節約成本。沖孔機工藝改進主要考慮的是減少應力集中,提高模具、工具的塑性。

小導管沖孔機的叫法很多一般稱為小導管打孔機,很多人叫做打靶機,日本、臺灣一帶稱為穿孔機、穿眼機或者點眼機,還有很多人稱為射孔機、沖靶機等,其實都是指的同一種產品。沖孔機按照自動化程度可分為手動沖孔機、自動定位、對位沖孔機、小導管打孔機、超級小導管打孔機等。按照加工對象的不同可分為軟板小導管打孔機和薄膜開關沖孔機。

河南漢越重工以“踏踏實實做人,兢兢業業做事”為綱,以一流技術、一流品質、一流服務的追求,以造中國最好的數控機器為目標。追求品質,誠心誠意做事是每一位凌誠人的追求,愿為各界朋友提供滿意的服務。電話:15239167775 山西忻州超前小導管沖孔機質量很好

沖孔注意以下幾點:
1.注意"三心并一心"。工件的受力中心、模具的幾何中心和壓機的壓力中心"三心合一",這樣可以避免因偏心造成的應力集中損壞模具。
2.上模面對操作者的一面盡量做成斜面,不但可增加操作空間,而且可減少因頻繁使用,模具棱角在應力的作用下變形、損壞從而彈出的概率。
3.對沖裁加工要保證凸模的硬度略小于凹模HRC5(硬度值)左右;對沖裁直徑小于2毫米的細小孔時,沖頭的導向套要盡量長;連續沖裁時第一個孔要避免單邊或不對稱,目的都是為了減少凸模損壞彈出的風險。
4.模具的卸料板和上、下模之間要盡量密閉,特別是靠近操作者的一面。
5. 小導管打孔機擠壓加工能量很大,擠壓模具的入口角a對單位擠壓力影響很大,當α=40°~60°角時變形抗力最小,對提高安全性能很有幫助。
小導管采用電鉆鉆孔,鉆孔成形后用高壓風清孔,然后插孔,插孔時用氣動錘振入。漿液選擇、配制及注漿:據地下工程注漿施工經驗,在礫砂層、中粗砂層、圓礫層中宜選用注水泥—水玻璃漿液,粉質粘性土及砂質粘性土中宜選用注水泥漿或改性水玻璃漿液。 改性水玻璃漿液為硫酸與水玻璃配制而成。首先將98%的工業濃硫酸稀釋成18%~20%的稀硫酸,盛放在帶標簽的容器內待用。將35Be°的水玻璃稀釋成20Be°,水玻璃模數為2.0~2.4,盛放在帶標簽的容器內待用。

我廠擁有的多臺精密立式、臥式加工中心及各種數控機床均為日本、德國、意大利等直接進口,保證零部件的高精度加工,并大大提升了設備的運行穩定性。主要特點:用于加工超前小導管錐形尖頭的自動化加工,有噪音小、易操作、產量高、性能穩定等特點。 山西長治超前小導管沖孔機生產線

在美麗富饒的河南焦作,有一家專門生產隧道設備的公司。它的名字叫河南漢越重工機械設備有限公司。
在沖孔過程中,小沖孔的破損率較高,這是因為:
1 )定線不夠標準:通過精密檢測工具可以很容易發現
2) 小導管打孔機設計不好:這通常是由于指沖孔太小,達不到要求.