- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
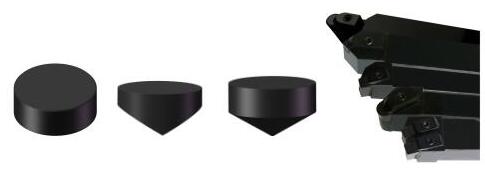
華菱品牌車ZG35鑄鋼件的刀具BN-S20耐磨損抗沖擊,ZG35鑄鋼件硬度高HRC48,大多鑄鋼件在鑄造過程中存在鑄造缺陷,有鑄造砂眼,需要進行補焊,硬度HRC48補焊后存在鑄造缺陷的ZG35鑄鋼件,加工余量大10mm,工件表面夾砂、氣孔較多原來用YT5刀具車,容易崩刃,刀頭損耗嚴重,車成本高且效率低下。可選用耐崩損和耐磨性更好的超硬刀具BN-S20,非金屬粘合劑整體立方氮化硼材質刀片,吃刀量大1-10mm,解決加工高硬度ZG35鑄鋼件YT5合金刀具車不動、崩刀的問題。
ZG35鑄鋼件含有錳,鉻,鎳造成切削車時刀頭不耐磨,特別是一些大型ZG35鑄鋼件,很多刀頭車不完一個工件就已經破損,造成接刀痕甚至是扎刀,輕者影響車效率和車質量,重者造成工件報廢!有夾砂、白口等鑄造缺陷或者有間斷車削,容易崩刀,造成刀頭使用成本居高不下。
ZG35屬于中碳鑄鋼,ZG35是以前的老標準,相當于現在的ZG270—500。其碳含量在0.32--0.37之間,新標準不以碳含量來標明,而以機械性能作為牌號,270是屈服強度,500是抗拉強度。有一定的韌性及塑性,強度和硬度較高,切削性良好,焊接性尚可,鑄造性能比低碳鋼差。應用廣泛,可用于制作飛輪、車輛車鉤、水壓機工作缸、機架、蒸氣錘氣缸、軸承座、連桿、箱體、曲拐等。
一些ZG35鑄鋼件廠認為“鋼件就用YT類合金刀頭車,鑄鐵件就用YG類刀頭”,這其實是一種誤區,因為鑄鋼是短屑材料,這一點不同于鍛鋼件!特別是粗車或者間斷車削ZG35鑄鋼件時,如果采用YT類合金刀具,一般會崩刀!如果使用YG類合金或者是涂層刀頭刀頭,出有崩刀現象的話,也不能把責任簡單歸咎于是YG類刀頭不抗沖擊,其實歸根到底是其不耐磨的原因。存在鑄造缺陷的ZG35鑄鋼件難以加工,補焊后用YT5合金刀具經常崩刀,嚴重影響加工效率,如遇到合金刀具車不動、崩刀的問題,可致電華菱超硬推薦選擇更耐磨、更抗沖擊的超硬刀具BN-S20,提高加工效率。
BN-S20加工ZG35鑄鋼件的優勢特性:
(1)BN-S20材質超硬刀具的自身刀體硬度在HRC95-100之間,耐磨性好,可長時間加工ZG35鑄鋼件,保證鑄鋼件的表面質量;
(2)BN-S20材質屬于整體聚晶CBN刀具,可大余量或硬車切削ZG35鑄鋼件,提高生產效率;
(3)BN-S20材質加工ZG35鑄鋼件過程中,采用干式切削的加工方法,不僅降低生產成本,而且潔凈生產,更符合國家綠色制造的發展方向。
BN-S20材質超硬刀具適合用于以下ZG35鑄鋼件加工情況:
(1)某些鑄鋼件單件加工時間長,普通合金合金刀或涂層合金刀片走不到頭就已經磨損導致工件返工,影響加工效率的情況。
(2)對于一些鑄鋼件夾砂,氣孔,白口等原因難加工問題,造成普通合金和涂層刀片經常崩刃,甚至出現“扎刀等復雜情況。此時可選擇BN-S20牌號超硬刀具。
(3)ZG35鑄鋼件經過補焊后焊接點硬度高,普通合金刀經過焊接硬點時損害嚴重時可選擇高硬度材質BN-S20牌號超硬刀具。
(4)鑄鋼件本身材質硬度高,以及部分加工硬化的鑄鋼件,熱處理淬火后的高硬度鑄鋼件需要在進行切削加工的情況。
大量實驗和案例證明BN-S20超硬刀具的壽命是涂層合金合金刀的幾倍到幾十倍。BN-S20牌號可用于粗加工,也可用于半精加工和精加工ZG35鑄鋼件以提高加工效率。適用于各種高硬度難加工材料,如高溫合金、耐熱耐磨鋼、高硬度鑄鋼/鑄鐵、淬硬鋼、氮化鋼、滲碳鋼材料的加工。并且在粗加工中表現優異。
BN-S20牌號加工鑄鋼件的切削參數:
|
加工材質 |
推薦切削參數 |
CBN刀具牌號 |
||
|
切削速度 Vc(m/min) |
吃刀深度 ap(mm) |
進給量 Fr(mm/r) |
||
|
鑄鋼件HRC45以上 |
50-150(粗加工) |
1-10 |
0.15-0.7 |
BN-S20 |
|
90-250(精加工) |
≤1 |
0.05-0.35 |
||







