- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
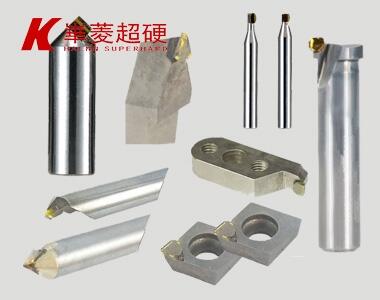
CNC高光倒角加工壓鑄鋁及鋁合金,選華菱超硬PCD高光倒角刀,可達到高光亮面效果,光潔度好,精度高,適合加工表面亮度要求較高的壓鑄鋁及鋁合金件。
壓鑄鋁及鋁合金高光倒角加工是用超高速旋轉的刀頭在金屬表面加工出高度光滑,高度光亮的區域,壓鑄鋁及鋁合金高光倒角后表面十分光滑,光澤十分光亮。CNC加工壓鑄鋁及鋁合金高光倒角如何做出鏡面效果呢?
1.選用優質鋁料與PCD高光倒角刀;
2.采用“穩、慢、精、細”的進刀法;
3.輔之噴涂潤滑油與冷卻液;
4.進行高速飛銑加工。
CNC,即計算機數字控制機床,是一種裝有程序控制系統的自動化機床。該控制系統能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,并將其譯碼,從而使機床動作并加工零件。數控車床主要用于大規模的加工零件,其加工方式包括車外圓,鏜孔,車平面等等。可以編寫程序,適用于批量生產,生產過程的自動化程度較高。
鏡面銑削的切削速度通常在30m/s左右,為了能加工出完美的工件,主軸在換刀后必須進行動平衡,以盡量減少動不平衡對工件表面造成的波紋。高光的缺陷在于對產品的外形輪廓要求較高且穩定,否則高光后會不均勻(大小邊等)。華菱超硬PCD高光倒角刀熱傳導性能好,切削量不大,所以不必加冷卻液。相反,加了冷卻液不僅增加了加工后的清洗的麻煩,而且,夾雜有鐵屑的冷卻液往往成為刀刃崩口的禍根。
PCD高光倒角刀看起來價格昂貴,一次投資大,但PCD金剛石具有極高硬度,非常耐磨。據統計,PCD刀具壽命是高速鋼刀具的25倍,每把金剛石刀具可以重磨6~15次。因此,每只零件刀具消耗費是微乎其微的,并能獲得穩定尺寸和高的光亮度。

華菱超硬PCD高光倒角刀銑削加工鋁合金的注意事項:
1、切削用量對加工質量的影響。一般情況下,華菱超硬PCD高光倒角刀在銑削加工鋁合金材料時,只要系統剛性允許,線速度越高越好。
2、機床間隙的影響。所有機床的運動部件都有間隙,新車床出廠時的間隙小,機床的系統剛性較好,車床使用的時間越長,間隙會越大。
3、平衡和穩定。
(1)鋁輪直徑較大,壓鑄鋁及鋁合金本身的動平衡較差,所以夾具的動平衡量一定要合適。
(2)加工余量的不均勻會誘發振動,對鋁輪加工效果有不利影響。一般講,工藝上分粗、精二步加工比毛坯一次切削加工成型效果更好。

CNC高光倒角加工壓鑄鋁及鋁合金,選華菱超硬PCD高光倒角刀,可達到高光亮面效果,歡迎新老客戶來電垂詢!





