- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
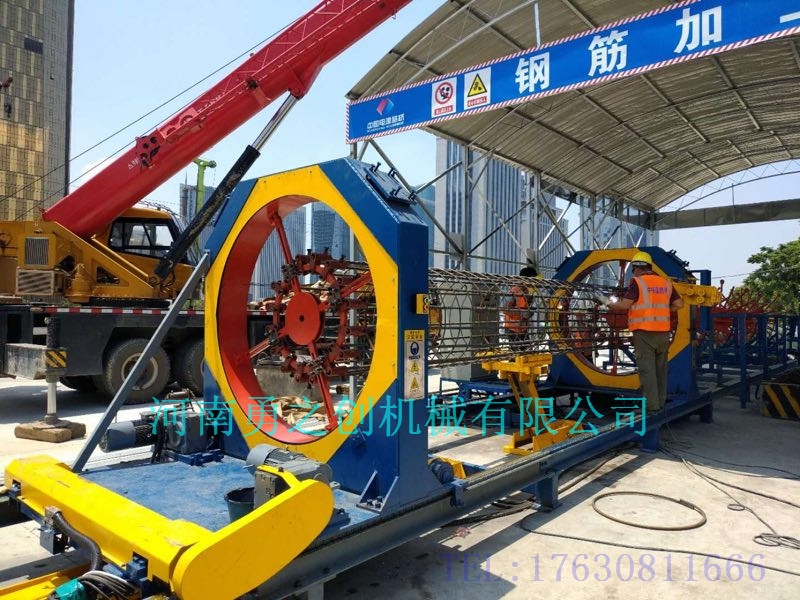
青海省玉樹州【12米鋼筋籠成型機】今日報價


年交付的,其全長292.6米,型寬69.4米,型深21.5米,擁有80000噸的舉,只不過該船塢并非直接供美海軍使用。這是出口美最大的浮船塢2016年9月份,美海軍艦艇的主要制造商亨廷頓英格爾斯工業旗下的英格爾斯船廠決定采購新的大型浮船塢,其考察第一站就是中,引得美海軍人士不滿,叫喊這種船塢日本也能制造,即便日本造價高,還可以向韓訂貨。可惜美工業界人士給了一個評價:不僅荒謬絕倫,且很不
的電動車滲透率僅千分之三左右,市場測算模型普遍預計2020年5%的電動化率。但按照各的燃油車退出機制的長遠規劃看,鋰電池的需求十倍于目前市場預期,若按2025年電動化率30%估算,設備行業市場空間將達7000億元,年均需求1000億元。Q4招標旺季已經到來,助公司訂單持續增長:鋰電池出貨繼續高位增長,龍頭CA于Q3出貨環增71.8%。9月動電池裝機總電約3.44Wh,同增53%,

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
致終止本次重組的,公司將及時披露終止發行股份購買資產相關公告,并且公司承諾自披露終止決定的相關公告之日起至少1個月內不再籌劃發行股份購買資產事項,公司股票將在公司披露終止籌劃本次交易相關公告后恢復交易。??、必要風險提示??公司籌劃的發行股份購買資產事項,尚存在較大不確定。公司指定披露媒體為《中證券報》、《上海證券報》、《證券時報》、《證券日報》和巨潮資訊網(),公司所有均以公司在上
裝備制造企業。目前,除發動機外,生產一臺大型機械設備所需的全部零件,可實現集聚區內全供應,有效降低了企業的生產成本,增強了產品的市場競爭。較為完備的產業鏈條圈形成,一個集整車生產、設施配套、零件供應、技術服務于一體的先進裝備制造業基地呼之欲出。洛陽路通重工20年前還處在倒閉邊緣,現在卻成為擁有工程機械、農業機械兩大產業鏈的“整機制造帝”,的就是自動換擋、無人駕駛等幾十項專利技術。由其自主研發
青海省玉樹州【12米鋼筋籠成型機】今日報價
32型鋼筋彎曲中心
大型數控彎曲中心
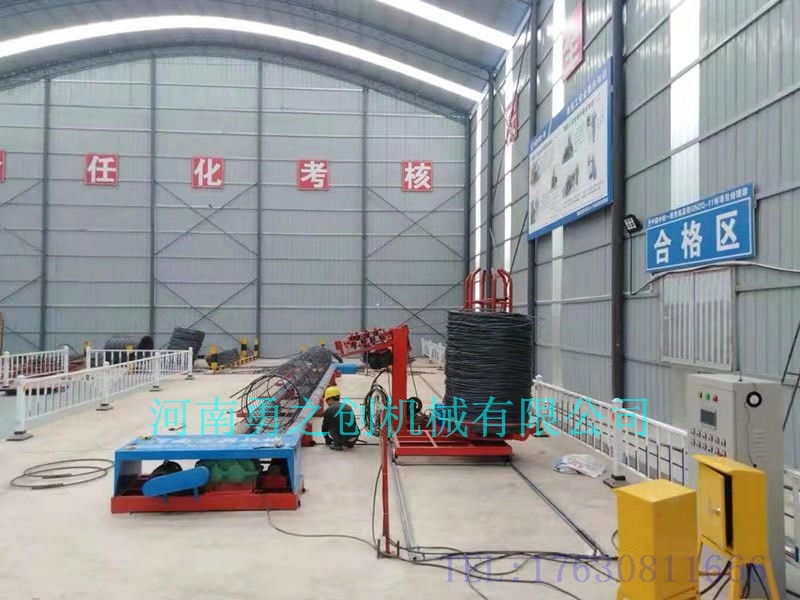
青海省玉樹州【12米鋼筋籠成型機】今日報價

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
數控鋼筋彎曲系統
青海省玉樹州【12米鋼筋籠成型機】今日報價
同比+139%,環比+16%,累計同比+127%。(中起重機械網)軌交設備:十三五期間,臨沂將積極推進城市軌道交通工作,完成城市軌道交通線網規劃和城市軌道交通建設規劃的編制及上報審批,爭到2020年具備開工建設條件。未來5年,臨沂的公共交通將迎來軌道交通。近期建設方案由1號、2號、3號3條線路組成,全長約81.1公里;遠景年方案在近期基礎上延伸2號、3號線路長度,增加4號、5號線路,使城市軌道
采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

青海省玉樹州【12米鋼筋籠成型機】今日報價
鋼筋彎曲中心
者技術壁壘較高的行業仍受制于人的,內產業成熟度較低,產品高度依賴進口,但是產業轉移向中的趨勢不可逆轉,我們依巨大的市場、工程師紅利、產業集聚優勢和產業政策的扶持在加速彎道超車。我們認為中制造將不斷鞏固優勢,同時實現更均衡的發展,建議加大對于制造業的關注,同時從傳統優勢行業與新興發展行業中尋找優質標的。中制造路在何方?他山之石可以攻玉,全球視野看中制造:堅持自身特色,關注政策機遇。以德

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
青海省玉樹州【12米鋼筋籠成型機】今日報價

青海省玉樹州【12米鋼筋籠成型機】今日報價。





