Ù胲╦«┴‗╗»╣Ì Ùè©╔ƒ²┐ıÜÔ┴‗╗»╣Ì ╠╝õô┴‗╗»╣̤─zÍããÀÀN¯ÉÀ▒ÂÓú¼Á½╔·«a╣ñ╦ç▀^│╠às╗¨▒¥¤Ó═¼íúÊÈÊ╗░Ò╣╠¾w¤─zí¬í¬╔·─z×ÚÈ¡┴¤Á─¤─zÍããÀÁ─╗¨▒¥╣ñ╦ç▀^│╠░³└¿ú║╦▄ƒÆíó╗ýƒÆíóë║ÐËíóë║│÷íó│╔ð═íó┴‗╗»6éÇ╗¨▒¥╣ñð‗íú«ö╚╗ú¼È¡▓─┴¤£╩éõíó│╔ãÀı¹└ÝíóÖz‗×░³ÐbÁ╚╗¨▒¥╣ñð‗Ê▓╔┘▓╗┴╦íú ¤─zÁ─╝Ë╣ñ╣ñ╦ç▀^│╠͸ʬ╩âÔøQ╦▄ðÈ║═ÅùðÈðÈ─▄▀@éÇ├¼Â▄Á─▀^│╠íú═¿▀^©¸ÀN╣ñ╦ç╩ÍÂ╬ú¼╩╣Á├ÅùðÈÁ─¤─zÎâ│╔¥▀Ëð╦▄ðÈÁ─╦▄ƒÆ─zú¼È┘╝Ë╚Ù©¸ÀN┼õ║¤ä®Íã│╔░Ù│╔ãÀú¼╚╗║¾═¿▀^┴‗╗»╩╣¥▀Ëð╦▄ðÈÁ─░Ù│╔ãÀËÍÎâ│╔ÅùðÈ©▀íó╬´└ÝÖCðÁðÈ─▄║├Á─¤─zÍããÀíú╩▓├┤¢ð¤─zÍããÀ┴‗╗»òrÚg?ı¥È┌Ê╗¿Á─£ÏÂ╚íó─úë║¤┬ú¼×Ú┴╦╩╣─z┴¤Å─╦▄ðÈÎâ│╔ÅùðÈú¼ÃÊ▀_Á¢¢╗┬ô├▄Â╚ί┤¾╗»ú¼╬´└ÝÖCðÁðÈ─▄ί╝Ð╗»╦¨Ë├Á─òrÚg¢ð¤─zÍããÀ┴‗╗»òrÚgíú═¿│ú▓╗║¼▓┘θ▀^│╠Á─¦oÍ·òrÚgíúÙè©╔ƒ²┐ıÜÔ┴‗╗»╣Ì┴‗╗»òrÚg╩Ã║═┴‗╗»£ÏÂ╚├▄Ãð¤ÓÛPÁ─ú¼È┌┴‗╗»▀^│╠Íðú¼┴‗╗»─zÁ─©¸Ýù╬´└Ýíó┴ªîWðÈ─▄▀_Á¢╗‗¢Ë¢³Î¯╝гcòrú¼┤╦ÀN┴‗╗»│╠Â╚ÀQ×Úı²┴‗╗»╗‗ίÊ╦┴‗╗»íúÈ┌Ê╗¿£ÏÂ╚¤┬▀_Á¢ı²┴‗╗»╦¨ðÞÁ─┴‗╗»òrÚgÀQ×Úı²┴‗╗»òrÚgú¼Ê╗¿Á─┴‗╗»£ÏÂ╚îªæ¬ËðÊ╗¿Á─ı²┴‗╗»òrÚgíú«ö─z┴¤┼õÀ¢║═┴‗╗»£ÏÂ╚Ê╗¿òrú¼┴‗╗»òrÚgøQ¿┴‗╗»│╠Â╚ú¼▓╗═¼┤¾ðí║═▒┌║±Á─¤─zÍããÀ═¿▀^┐ÏÍã┴‗╗»òrÚgüÝ┐ÏÍã┴‗╗»│╠Â╚ú¼═¿│úÍããÀÁ─│▀┤þÈ¢┤¾╗‗È¢║±ú¼╦¨ðÞ┴‗╗»Á─òrÚgÈ¢ÚLíú

Ù胲╦«┴‗╗»╣Ì Ùè©╔ƒ²┐ıÜÔ┴‗╗»╣Ì ╠╝õô┴‗╗»╣̤─z┴‗╗»▀^│╠ÍðÁ─ðÈ─▄Îâ╗»
ú¿Ê╗ú®╬´└ÝðÈ─▄Îâ╗»
┴‗╗»▀^│╠Íðú¼¤─zÁ─╬´└ÝÖCðÁðÈ─▄Îâ╗»║▄´@Í°ú¼╦¨ÊÈÈ┌╔·«a╣ñ╦çÍðú¼│ú│úÊÈ╬´ðÈÁ─Îâ╗»üÝ┴┐Â╚┴‗╗»│╠Â╚íú¤─zÁ─╬´ðÈÊ╗░Ò╩ÃÍ©ÅèÂ╚(┐╣ÅêÅèÂ╚íó¿╔ýÅèÂ╚ÊÈ╝░╦║┴ÐÅèÂ╚Á╚)íó│ÂöÓòrÁ─╔ýÚL┬╩íóË▓Â╚íóÅùðÈíóË└¥├Îâð╬íó╚▄├ø│╠Â╚Á╚íú▓╗═¼¢YÿïÁ─¤─zú¼È┌┴‗╗»▀^│╠Íð╬´└ÝÖCðÁðÈ─▄Á─Îâ╗»Ùm╚╗Ëð▓╗═¼Á─┌à¤‗ú¼Á½┤¾▓┐ÀÍðÈ─▄Á─Îâ╗»╗¨▒¥Ê╗Í┬íú╠ý╚╗¤─zÈ┌┴‗╗»▀^│╠Íðú¼┐╔╦▄ðÈ├¸´@¤┬¢Áú¼ÅèÂ╚║═Ë▓Â╚´@Í°È÷┤¾ú¼Â°╔ýÚL┬╩íó╚▄├ø│╠Â╚ät¤Ó欣pðííú▀@ð®¼F¤¾Â╝╩Ã¥Çð╬┤¾ÀÍÎËÌDÎâ×Ú¥WᯢYÿïÁ─╠Ïı¸íúîªË┌ĺËðé╚Êʤ®╗¨¢YÿïÁ─¤─zú¼╚þÂí▒¢¤─zú¼ÂíÙµ¤─zÁ╚ú¼È┌┴‗╗»▀^│╠ÍðÊ▓Ëð¯É╦ãÁ─Îâ╗»ú¼Í╗▓╗▀^╩ÃÈ┌¦^ÚLÁ─òrÚgâ╚ú¼©¸ÀNðÈ─▄Á─Îâ╗»¦^×Úã¢╠╣ú¼Ã·¥Ç│÷¼FÁ─ÿO┤¾╗‗ÿOðíÍÁ▓╗╔§├¸´@íú
1íó┐╔╚▄ðÈ ┴‗╗»▀^│╠ò■╩╣¤─z╚▄Ë┌╚▄ä®Á──▄┴ªÍØu¢ÁÁ═ú¼Â°Í╗─▄╚▄├øú╗┴‗╗»Á¢Ê╗¿òrÚg║¾ú¼╚▄├øðÈ│÷¼FίðíÍÁú¼└^└m┴‗╗»ËÍËð╩╣╚▄├øðÈÍØuÈ÷┤¾Á─┌à¤‗íú
2íóƒßÀÇ¿ðÈ ┴‗╗»╠ß©▀┴╦¤─zÁ─ƒßÀÇ¿ðÈú¼╝┤¤─zÁ─╬´└ÝÖCðÁðÈ─▄ÙS£ÏÂ╚Îâ╗»Á─│╠Â╚£pðíú¼└²╚þ╬┤┴‗╗»╠ý╚╗¤─zÁ═Ë┌10íµòrú¼ÚLã┌┘A┤µò■«a╔·¢Y¥ºË▓╗»ú╗£ÏÂ╚│¼▀^70íµú¼╦▄ðÈ
´@Í°ÁÏÈ÷┤¾ú╗│¼▀^100íµú¼ät╠ÄË┌ı│┴¸á¯æBú╗200íµ▒ÒÚ_╩╝░l╔·ÀÍ¢ÔíúÁ½┴‗╗»║¾ú¼öU┤¾┴╦©▀ÅùðÈÁ─£ÏÂ╚ÀÂç·ú¼┤ÓðÈ£ÏÂ╚┐╔¢ÁÁ═Á¢-20~-40íµÊȤ┬ú¼ÃÊ▓╗│÷¼F╔·─zÁ─╦▄ðÈ┴¸äËá¯æBíúÊ‗┤╦┴‗╗»┤¾┤¾ÁÏ╠ß©▀╠ý╚╗¤─zÁ─╩╣Ë├£ÏÂ╚ÀÂ×Úíú
3íó├▄Â╚║═ÜÔ═©ðÈ È┌Ê╗¿Á─┴‗╗»òrÚgÀÂç·â╚ú¼Ùè©╔ƒ²┐ıÜÔ┴‗╗»╣ÌÙSÍ°¢╗┬ô├▄Â╚Á─È÷┤¾ú¼¤─z├▄Â╚Ëð╦¨╠ß©▀ú¼Â°ÜÔ═©ðÈätÙS¢╗┬ô├▄Â╚Á─È÷┤¾Â°¤┬¢Áíú▀@╩ÃË╔Ë┌┤¾ÀÍÎ˵£Â╬Á─ƒß▀\äË╩▄Á¢Ê╗¿¤ÌÍãʲãÁ─íú
ú¿Â■ú®╗»îWðÈ─▄Îâ╗»
┴‗╗»▀^│╠Íðú¼Ë╔Ë┌¢╗┬ôθË├ú¼╩╣¤─z┤¾ÀÍÎË¢YÿïÍðÁ─╗¯ðÈ╣┘─▄êF╗‗ÙpµIÍØu£pðíú¼Å─°È÷╝Ë┴╦╗»îWÀÇ¿ðÈíú┴ÝÊ╗À¢├µú¼Ë╔Ë┌╔·│╔¥WᯢYÿïú¼╩╣¤─z┤¾ÀÍÎ˵£Â╬Á─▀\äË£p╚§ú¼Á═ÀÍÎË╬´┘|Á─öU╔óθË├╩▄Á¢ç└ÍÏÎÞÁKú¼¢Y╣¹╠ß©▀┴╦¤─zîª╗»îW╬´┘|θË├Á─ÀÇ¿ðÈíú
¤─z┴‗╗»ä®
┴‗╗»ä®╩ÃÍ©È┌Ê╗¿ùl╝■¤┬╩╣¤ÓÓŤ─z┤¾ÀÍÎ˵£ÊÈ╗»îWµIÁ─ð╬╩¢▀B¢ËãüÝÁ─╬´┘|íú
┴‗╗»ä®Í¸Ê¬ÀÍ×Ú┴‗╗Ãíó┴‗¢oËÞ¾wíóËðÖC▀^Ч╗»╬´íó¢î┘Ч╗»╬´íóËðÖC§½íóÿõͼ¯É┴‗╗»ä®íó░À¯É┴‗╗»ä®Á╚ã▀¯Éíú

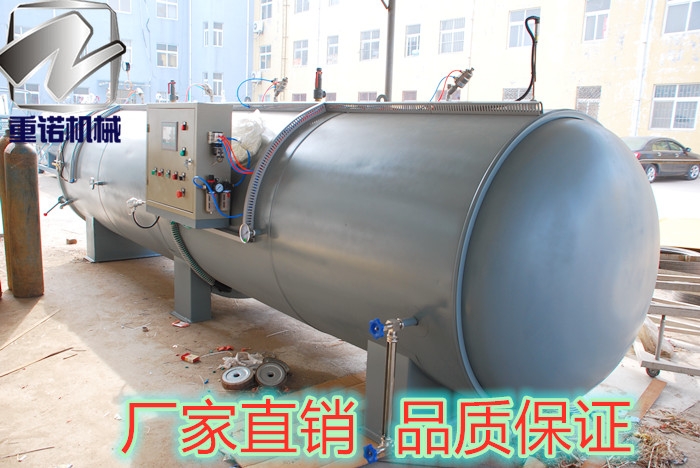
Ù胲╦«┴‗╗»╣Ì Ùè©╔ƒ²┐ıÜÔ┴‗╗»╣Ì ╠╝õô┴‗╗»╣Ì╩ä─z┴‗╗»Á─ÍÏʬÈOéõú¼¤─zÈ┌┴‗╗»╣ÌÍð╔·─zÎâ│╔╩ý─zÁ─▀^│╠ú¼È┌╔·─z╩ä─zÊ╗░Ò╩ïw┴úÁ─ú¼È┌Îâ│╔╩ý─z║¾Îâ│╔┴╦└w¥Sú¼▀@ÿË¥═│╔┴╦╬Êéâ╚ı│ú╦¨╩╣Ë├Á─¤─z┴╦íúÊ╗░ÒüÝıf┴‗╗»╣Ì͸ʬË╔ÊȤ┬ÄÎéÇÀ;w¤Á¢M│╔ú║(1)╣̾wú║Ë╔╣̾wíó╣ÌÚT¢M┐ùíó©▀£ÏÙèÖCíó´LÁ└░Õ©¶ƒßîËÁ╚ÿï│╔Ê╗éÇ─═©▀ë║íó©▀£ÏÁ─╣̾wú╗(2)░▓╚½┬ôµiÈOéõú║Ùè©╔ƒ²┐ıÜÔ┴‗╗»╣ÌË╔ë║┴ªÍ¸äË┬ôµiíó╩ÍäË┬ôµiíó│¼©▀ë║ê¾¥»ÈOéõ¢M│╔ú╗(3)┐ýÚ_ÚTÈOéõú║╩ÍäËÙèäËâ╔Ë├┐ýÚ_ÚTÊÄäØú¼═úÙèòr─▄ı²│ú│¿Ú_ÀÔÚ]╣ÌÚTú¼╩Ã─┐Ã░ί¤╚▀MÁ─Ú_ÚTÀ¢À¿ú╗(4)├▄ÀÔÈOéõú║╣ÌÚT▀xË├╣Þ─z│õÜÔ╩¢├▄ÀÔú¼─═©▀ë║ú¼Ë└▓╗─Ñôpú╗(5)ë║┴ª¾w¤Áú║Ë╔ë║┐sÖCíóâªÜÔ╣Ìíóë║┴ª▓┘┐ÏÚyíó╣▄┬Àíóë║┴ªÎâ╦═ã¸║═ë║┴ª▒ÝÁ╚¢M│╔ë║┴ªé¸╦═┼c▓┘┐Ͼw¤Áú╗ (6)͸äË▓┘┐Ͼw¤Áú║▀xË├╬¸ÚTÎËPLC▓┘┐Ͼw¤Áú¼═Û│╔îªë║┴ªíó£ÏÂ╚íó└õàsÁ╚╣ñ╦çàóöÁÁ─╚½│╠©▀¥½Â╚▓┘┐Ï┼cîìòrËø¦díú

 íííí
íííí


