- 產品
- 供應
- 公司
- 新聞
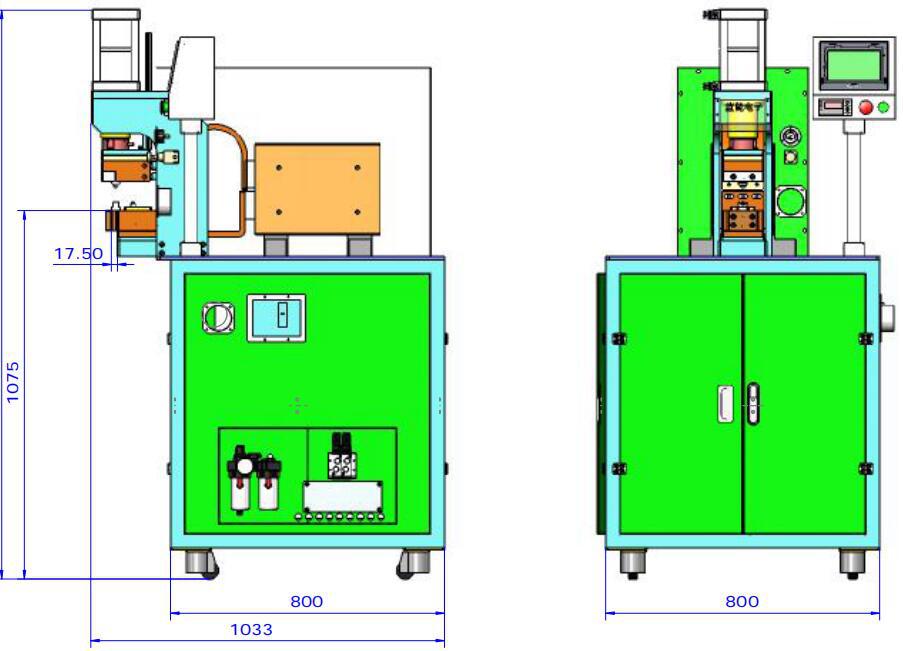
一、設備圖

(照片僅供參考,具體以實物為準)
二、公司簡介
廣州市精源電子設備有限公司是專業從事精密電源、精密焊接設備研發和上次的高新技術企業。成立于2006年,成立十余年來,秉承技術先導、品質第一、穩健發展的經營理念。勤奮進取、持續創新,由創業期過渡到穩定經營期。公司具有一支以留德博士為核心,多位博士、碩士組成的創新研發團隊,自主研發,精心打造精密逆變電阻點焊、熱壓焊、縫焊、微弧焊等設備,并且產品的品質和性能在不斷優化,在國內外知名企業廣泛應用。并于2016年建成自主的研發與生產基地,公司邁入新的發展時期。
主要榮譽:
國家級高新技術企業;
廣東省焊接學會理事單位;
擁有國家發明專利十余件;
掌握金屬精密連接核心技術,榮獲廣東省高新技術產品認定多項;
逾三十年電阻焊設備研發經驗,總工程師任全國壓力焊委員會副主任。
品質保證:
產品通過國家3c認證和歐盟ce認證。
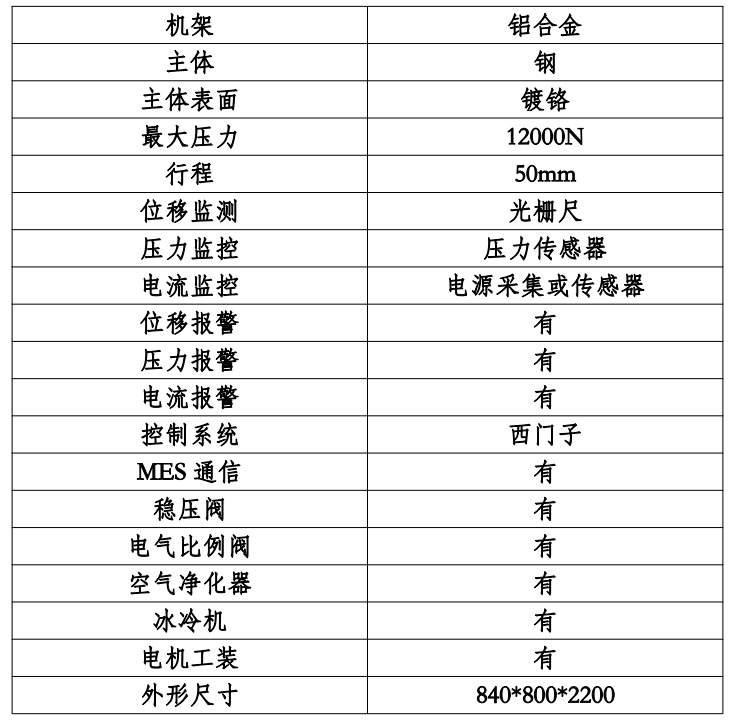
三、電源圖片和基本技術參數表

(圖片僅供參考,具體以實物為準)
設備主要包括:焊接電源、焊接機頭、電極等,上圖末連接氣管及電纜。電源為分體式機型(控制器+變壓器),采用低噪聲散熱風扇,液晶顯示,使用腳踏開關焊接。
JYD-40AL/AT基本技術參數表
|
型 號 |
JYD-40AL/AT |
|
額定功率/Rated capacity(V) |
150 |
|
負載持續率/Duty cycle(%) |
10 |
|
輸入電壓/Line voltage(V) |
3*380 |
|
最大輸出電流Max.output current(A) |
40000 |
|
逆變頻率/Inverting frequency(kHz) |
2 |
|
焊接循環時段/Process stage |
11 |
|
焊接脈沖數/Welding pulses |
3 |
|
電流緩升緩降/Upslope and downslope |
Yes |
|
存儲焊接規范數/Schedules |
20 |
|
冷卻方式/Cooling system |
Water-cooled、air-cooled |
|
外形尺寸/Dimensions(mm) |
7300*210*510(Controller)/ 351*270*283(transformer) |
|
重量/Weighe(kg) |
51.5/57.5 |
五.焊接機頭及參數
六、整體模型圖
七、焊接電源介紹說明
焊接電源采用本公司自主研發生產的JYD系列液晶顯示逆變電阻焊電源。
JYD液晶顯示系列逆變式電阻焊電源的原理:
JYD系列逆變直流電阻焊接電源是采用IBGT逆變技術、微控技術和現代電力電子技術開發的新型電源。由于采用AC-DC-AC-DC的變換技術,時間控制達毫秒級精度、控制響應和控制精度比老式交流、電容焊機大大提高,且直流輸出使焊接工藝性顯著改善。逆變技術還使設備具有小型、穩定、節能、高效等一系列優點。微控制器(MCU)與電子技術的采用是該設備具有現代設備的優秀功能,包括數字控制、監控、故障診斷與保護、數據傳輸等。
JYD液晶顯示系列逆變式電阻焊電源的特點:
1)直流輸出。焊接電流為脈動直流(且波紋度小),無交流過零不連續加熱工件的缺點,熱量集中,提高了焊接熱效率,對有色金屬材料和一些難焊材料的焊接特別適合,焊接過程穩定、焊接質量顯著提高。同時,電極壽命獲得延長。
2)由微控制器(MCU)控制,具有電流、電壓、功率監控功能。
3)逆變橋采用軟開關技術,減小開關損耗,減小電磁干擾。
4)具有電流失常、監控值超限、網壓超限、過熱等故障診斷與報警功能。
5)逆變橋電流失常自動關斷,增強系統保護。
6)三段加熱設定,帶電流緩升緩降功能,時間寬范圍設定(每段加熱時間0-1s),適用復雜焊接過程需要。
7)20組參數儲存,方便多種焊接品種使用。
8)240x128 LCD顯示,同時顯示多種內容。
9)較強的外部通訊功能:焊接結束、故障、計數信號、RS-232數據通訊口(選配),便于自動焊使用。
10)數據存儲采用EEPROM,無電池壽命問題。
11)響應速度快。由于采用了較高的逆變頻率(2kHz)。通電時間控制周期為1ms,比通常交流焊機的20ms提高20倍,控制精度明顯提高。與電容儲能焊機相比,無需充放電,可控性明顯增強,特別適合于精密件的焊接和高質量、高精度、高速度焊接。
八、工作步驟及其原理與設備操作流程
1、工作步驟及其原理:
1)、施加壓力,通過第一段產生的電阻熱將漆包線的漆皮升華;
2)、漆皮升華后,進一步加熱,為銅線之間的熔接提供條件;
3)、最后,進一步的加熱,在壓力的作用下潔凈后的銅線互相熱量傳遞擴散,在熔化-冷卻結晶的過程中產生結合力,不僅僅使銅線連接在一起,銅線還和端子也連接在一起。
4)、在通電斷開后,設備會有個保壓過程,既可以避免銅線連接松開,使金屬間熔合更好強度更大,也可以阻止晶粒生長。
5)、通過此種焊接方法形成的連接,基本不傷銅線,焊接牢固,抗拉強度大,并且實現幾乎“零電阻”,具有極高的電機性能。
2、設備操作流程:
1)、工作人員將產品與治具推至焊接工作平臺內;
2)、作業員將電機上所需焊接的端子位置對準至下電極焊接區域;
3)、腳踩下“腳踏開關”——上電極下壓到位、壓緊產品——電源放電(三段)——焊接——焊接完成上電極自動復位——切換焊接點位循環作業——推出產品回歸產線——重復作業。
本公司的設備可以保存20組參數,在焊接不同規格的產品時,只需通過操作界面調出對應的參數。
九、使用注意事項
1、安全注意事項
1)、不要觸摸插座的連接端子。
2)、必須保證機器正確接地,避免應設備意外造成觸電。
3)、注意手的位置,不要靠近電極圓柱體范圍內,因為125氣缸機頭下壓壓力極大,避免壓傷手。
4)、焊接完成后短時間內不要觸碰端子附近,避免燙傷。
5)、注意電極狀態,電極槽發現裂縫時停止工作,更換或重新加工電極后再繼續。
2、使用前注意事項
1)、確保配置完整性(電源為3相380V)。
2)、確保正確連接。
3)、設定合適的工藝參數。
3、使用環境注意事項
1)、避免在高溫、高濕度和振動沖擊的場合使用。
2)、避免金屬粉塵和焊接飛濺進入機箱內。
3)、不要在含腐蝕性氣體或藥物環境中保存與使用。
4)、避免在高頻源附近使用。





