- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||

JYD¤Á┴ð─µÎâÍ▒┴¸ÙèÎÞ║©¢ËÙèÈ┤╩Ã▓╔Ë├IGBT─µÎâ╝╝ðgíó╬óÖC┐ÏÍã╝╝ðg║═¼F┤·Ùè┴ªÙèÎË╝╝ðgÚ_░lÁ─ð┬ð═ÙèÈ┤íúÈôÈOéõÈ¡└ÝÊèêD1íúË╔Ë┌▓╔Ë├ACú¡DCú¡ACú¡DCÁ─ÎâôQ╝╝ðgú¼òrÚg┐ÏÍã▀_Á¢║┴├Ù╝륽Â╚íó┐ÏÍãÝææ¬║═┐ÏÍ㥽Â╚┤¾┤¾╠ß©▀ú╗Í▒┴¸¦ö│÷ú¿êD2ú®╩╣║©¢Ë╣ñ╦çðÈ´@Í°©─╔ãú╗─µÎâ╝╝ðg▀Ç╩╣ÈOéõ¥▀Ëððíð═íó╣Ø─▄©▀ðºÁ╚Ê╗¤Á┴ðâ׳cú╗╬ó┐ÏÍãã¸ú¿MCUú®┼cÙèÎË╝╝ðgÁ─▓╔Ë├╩╣ÈôÈOéõ¥▀éõ¼F┤·ÈOéõÁ─â×ðÒ╣ª─▄ú¼░³└¿öÁÎÍ┐ÏÍãíó▒O┐Ïíó╣╩ı¤È\öÓ┼c▒úÎoíóöÁô■鸦öÁ╚ú¼ÈOéõ╣ª─▄²R╚½íóý`╗¯À¢▒Òíó▀mæ¬├µÅVíúÈô¯ÉÈOéõ╠Ïäe▀m║¤Ë┌Ò~íóõXÁ╚Ëð╔½¢î┘▓─┴¤Á─³c║©íó║¤¢▓─┴¤Á─³c║©íó¥½├▄┴Ò╝■Á─³c║©║═©▀┘|┴┐«aãÀÁ─³c║©íú
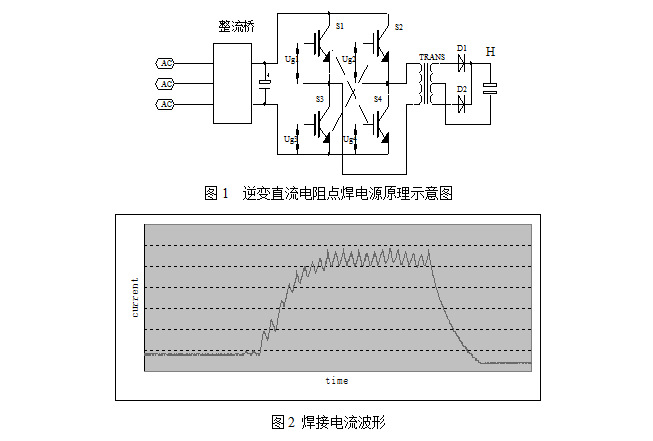
JYDÊ║¥º´@╩¥¤Á┴ð─µÎâ╩¢ÙèÎÞ║©ÙèÈ┤Á─╠ϳcú║
1ú®Í▒┴¸¦ö│÷íú║©¢ËÙè┴¸×Ú├}äËÍ▒┴¸ú¿ÃÊ▓¿╝yÂ╚ðíú®ú¼ƒo¢╗┴¸▀^┴Ò▓╗▀B└m╝˃ß╣ñ╝■Á─╚▒³cú¼ƒß┴┐╝»Íðú¼╠ß©▀┴╦║©¢Ëƒßðº┬╩ú¼îªËð╔½¢î┘▓─┴¤║═Ê╗ð®Ùy║©▓─┴¤Á─║©¢Ë╠Ïäe▀m║¤ú¼║©¢Ë▀^│╠ÀÇ¿íó║©¢Ë┘|┴┐´@Í°╠ß©▀íú═¼òrú¼ÙèÿOë█├³½@Á├ÐËÚLíú
2ú®Ë╔╬ó┐ÏÍãã¸ú¿MCUú®┐ÏÍãú¼¥▀ËðÙè┴¸íóÙèë║íó╣ª┬╩▒O┐Ï╣ª─▄íú
3ú®─µÎâÿ‗▓╔Ë├▄øÚ_ÛP╝╝ðgú¼£pðíÚ_ÛPôp║─ú¼£pðíÙè┤┼©╔ö_íú
4ú®¥▀ËðÙè┴¸╩º│úíó▒O┐ÏÍÁ│¼¤Ìíó¥Wë║│¼¤Ìíó▀^ƒßÁ╚╣╩ı¤È\öÓ┼cê¾¥»╣ª─▄íú
5ú®─µÎâÿ‗Ùè┴¸╩º│úÎÈäËÛPöÓú¼È÷Åè¤Á¢y▒úÎoíú
6ú®╚²Â╬╝˃ßÈO¿ú¼ÄºÙè┴¸¥Å╔²¥Å¢Á╣ª─▄ú¼òrÚgîÆÀÂç·ÈO¿ú¿0ú¡250ms╗‗0ú¡1sú®ú¼▀mË├Å═Ùs║©¢Ë▀^│╠ðÞʬíú
7ú®20¢MàóöÁâª┤µú¼À¢▒ÒÂÓÀN║©¢ËãÀÀN╩╣Ë├íú
8ú®240x128 LCD´@╩¥ú¼═¼òr´@╩¥ÂÓÀNâ╚╚¦íú
9ú®¦^ÅèÁ─═Ô▓┐═¿Ëì╣ª─▄ú║║©¢Ë¢Y╩°íó╣╩ı¤íóËïöÁð┼╠ûíóRS-232öÁô■═¿Ëì┐┌ú¿▀x┼õú®ú¼▒ÒË┌ÎÈäË║©╩╣Ë├íú
10ú®öÁô■┤µâª▓╔Ë├EEPROMú¼ƒoÙè│Ïë█├³åû¯}íú
11ú®Ýææ¬╦┘Â╚┐ýíúË╔Ë┌▓╔Ë├┴╦¦^©▀Á──µÎâ¯l┬╩ú¿4kHzíó1kHzú®ú¼¥▀¾wð═╠ûÖCã¸Á──µÎâ¯l┬╩┐╔▓ÚÚå▒Ý1íú═¿ÙèòrÚg┐ÏÍãÍ▄ã┌×Ú0.25ms╗‗1msú¼▒╚═¿│ú¢╗┴¸║©ÖCÁ─20ms╠ß©▀80╗‗20▒Âú¼┐ÏÍ㥽Â╚├¸´@╠ß©▀íú┼cÙè╚¦âª─▄║©ÖC¤Ó▒╚ú¼ƒoðÞ│õÀ┼Ùèú¼┐╔┐ÏðÈ├¸´@È÷Åèú¼╠Ïäe▀m║¤Ë┌¥½├▄╝■Á─║©¢Ë║═©▀┘|┴┐íó©▀¥½Â╚íó©▀╦┘Â╚║©¢Ëíú
ó┘║©¢Ë┘|┴┐
╣ñ¯l¢╗┴¸║©ÖCÁ─ı{╣ØÍ▄ã┌¦^ÚLú¼îª50HzÁ─Ùè¥Wú¼║©¢ËòrÚgı{╣ØÀÍ▒µ┬╩×Ú20msíú─µÎâÍ▒┴¸³c║©ÖCòrÚgı{╣ØÀÍ▒µ┬╩┐╔▀_0.25msú¿4kHz─µÎâ¯l┬╩ú®ú¼┐ÏÍ㥽Â╚©▀íú─µÎâ║©ÖCÁ─À┤ü┐ÏÍãÁ─Ýææ¬╦┘Â╚├¸´@╝Ë┐ýú¼¦ö│÷ÀÇ¿ðÈ║├íú
╣ñ¯l¢╗┴¸║©ÖCË╔Ë┌Ùè┴¸▀^┴ÒÁ─Ë░Ýæú¼ƒßðº┬╩Á═ú¼Ë├¥ºÚl╣▄ı{╣ØÙè┴¸ú¼«öÙè┴¸░┘ÀÍ▒╚ã½ðíòrú¼▀^┴ÒòrÚgÚLú¼Ë░Ý橳┤¾ú╗─µÎâÍ▒┴¸³c║©ÖC¦ö│÷Ùè┴¸×Ú├}äËÍ▒┴¸ú¼È┌╗Ï┬ÀÙè©ðÁ─θË├¤┬×Ú▀B└mÍ▒┴¸¦ö│÷ú¼ƒßðº┬╩©▀ú¼║©¢Ëƒß¦ö╚ÙÀÇ¿íú
ó┌║©¢Ë╦┘Â╚
╣ñ¯l¢╗┴¸║©ÖCË╔Ë┌Ùè┴¸▀^┴ÒÁ─Ë░Ýæú¼╝˃ßòrÚg¤Ó^ÚLíú─µÎâÙèÎÞ³c║©ÖC×ÚÍ▒┴¸¦ö│÷ú¼╝˃ß╝»Íðú¼║©¢ËòrÚg┐sÂ╠íú
ó█╣Ø─▄ðº╣¹
╣ñ¯l¢╗┴¸³c║©ÖC╣ñθÈ┌50Hzú¼Îâë║ã¸ôp║─┤¾ú¼║©ÖC╣ª┬╩Ê‗╦ÏÁ═ú¼╗Ï┬Àôp║─┤¾íú─µÎâ║©ÖCÎâë║ã¸╣ñθÈ┌¦^©▀Á─¯l┬╩ú¿1ú¡4kHzú®ú¼ôp║─║▄ðíú¼Í▒┴¸¦ö│÷©─╔ã╣ª┬╩Ê‗╦Ïú¼╣Ø─▄ðº╣¹├¸´@íú
ó▄ÈOéõ¾wÀe┼cÍÏ┴┐
╣ñ¯l¢╗┴¸║©ÖCÁ─Îâë║ã¸ÞFð─¦^┤¾ú¼═¼ÿË╣ª┬╩ùl╝■¤┬ÈOéõ¦^▒┐ÍÏíú─µÎâÍ▒┴¸ÙèÎÞ³c║©ÖCÎâë║ã¸┤¾┤¾£pðíú¼ÈOéõ¦^¦pÃ╔íú
1ú®║©¢Ë┘|┴┐
Ùè╚¦┘A─▄║©ÖCîóÙè╚¦Íðâª┤µÁ──▄┴┐Ê╗┤╬ðÈßîÀ┼¢o║©¢Ë╗Ï┬Àú¼¦ö│÷─▄┴┐ı{╣Ø┐┐┐ÏÍãÙè╚¦Á─│õÙè─▄┴┐═Û│╔ú¼═¿│úËðı{╣Ø│õÙèÙèë║║═Ùè╚¦╚¦┴┐â╔ÀNÀ¢À¿ú¼¦ö│÷Ùè┴¸×Ú├}ø_Ùè┴¸ú¼òrÚg▓╗─▄═¿▀^ÙèÎË┐ÏÍãüÝı{╣Øíú─µÎâÍ▒┴¸║©ÖC×Ú¦^ã¢ÀÇÁ─Í▒┴¸ú¼Ùè┴¸═¿▀^─µÎâ├}îÆı{╣Øú¼òrÚg═¿▀^─µÎâÍ▄ã┌öÁı{╣Øú¼║©¢Ë─▄┴┐┐╔Ë╔Ùè┴¸║═òrÚg¥½┤_┐ÏÍãíú
2ú®║©¢Ë╦┘Â╚
Ùè╚¦┘A─▄║©ÖCðÞʬ║¤└ÝÁ─Ùè╚¦│õÙè▀^│╠ú¿À±ätÙè╚¦╚¦ÊÎôpë─ú®ú¼¢ÁÁ═┴╦╔·«a╦┘Â╚íú─µÎâÙèÎÞ³c║©ÖCø]Ëð▀@Ê╗▀^│╠ú¼║©¢Ë╦┘Â╚©▀íú
3ú®╣Ø─▄ðº╣¹
Ùè╚¦┘A─▄║©ÖCÁ─Îâë║ã¸îìÙH╣ñθÈ┌©³Á═Á─¯l┬╩ú¼×ÚÀ└Í╣´û║═ú¼Îâë║ã¸ÞFð─©³┤¾ú¼ôp║─╝Ë┤¾ú╗Ùè╚¦│õÙè╗Ï┬ÀÊ▓È÷╝Ëôp║─íú─µÎâ║©ÖCÎâë║ã¸╣ñθÈ┌¦^©▀Á─¯l┬╩ú¿1-4kHzú®ú¼ôp║─║▄ðíú¼Í▒┴¸¦ö│÷©─╔ã╣ª┬╩Ê‗╦Ïú¼╣Ø─▄ðº╣¹├¸´@íú
4ú®ÈOéõ¾wÀe┼cÍÏ┴┐
Ùè╚¦┘A─▄║©ÖCÁ─Îâë║ã¸ÞFð─┤¾ú¼âª─▄Ùè╚¦Ê▓ı╝ô■¤Ó«öÁ─┐ıÚgú¼ÈOéõ▒┐ÍÏíú─µÎâÍ▒┴¸ÙèÎÞ³c║©ÖCÎâë║ã¸ðííóø]Ëð²ï┤¾Á─Ùè╚¦ã¸¢Mú¼ÈOéõ¦^¦pÃ╔íú
║©¢Ëòr┴¸¢ø║©¢Ë╗Ï┬ÀÁ─Ùè┴¸ÀQ║©¢ËÙè┴¸íú║©¢ËÙè┴¸╩ÃίÍÏʬÁ─³c║©àóöÁú¼ı{╣Ø║©¢ËÙè┴¸îª¢Ë¯^ðÈ─▄Á─Ë░ÝæÊèêD25íú
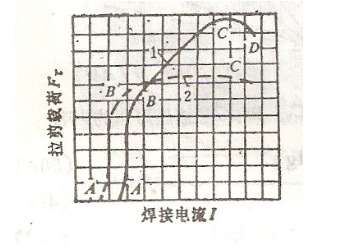
ABÂ╬ ÷¥ÇÁ─©Ã═Â╬íúË╔Ë┌║©¢ËÙè┴¸ðíú¼╩╣ƒßÈ┤ÅèÂ╚▓╗ÎÒ°▓╗─▄ð╬│╔╚█║╦╗‗╚█║╦│▀┤þ╔§ðíú¼Ê‗┤╦║©³c└¡╝¶¦d║╔¦^Á═ÃÊ║▄▓╗ÀÇ¿íú
BCÂ╬ ÷¥Çã¢ÀÇ╔¤╔²íúÙSÍ°║©¢ËÙè┴¸Á─È÷╝Ëú¼â╚▓┐ƒßÈ┤░lƒß┴┐╝▒äíÈ÷┤¾ú¼╚█║╦│▀┤þÀÇ¿È÷┤¾ú¼Ê‗°║©³c└¡╝¶¦d║╔▓╗öÓ╠ß©▀ú¿Ê╗░ÒÃÚør¤┬ú¼║©³c└¡╝¶¦d║╔ı²▒╚Ë┌╚█║╦Í▒Å¢ú®íú┼R¢³C³cà^Ë‗ú¼Ë╔Ë┌░ÕÚg┬NÙx¤ÌÍã┴╦╚█║╦Í▒Å¢Á─öU┤¾║═£ÏÂ╚ê÷▀M╚Ù£╩ÀÇæBú¼Ê‗°║©³c└¡╝¶¦d║╔Îâ╗»▓╗┤¾íú
C³cÊÈ║¾ Ë╔Ë┌Ùè┴¸▀^┤¾ú¼╩╣╝˃ß▀^Ë┌Åè┴Êú¼Ê²ã¢î┘▀^ƒßíóçè×Ríóë║║█▀^╔¯Á╚╚▒¤¦ú¼¢Ë¯^ðÈ─▄À┤°¤┬¢Áíú
êD25▀Ç▒Ý├¸ú¼║©╝■Ë·║±BCÂ╬˷©Ã═ú¼╝┤║©¢ËÙè┴¸IÁ─Îâ╗»îª║©³c└¡╝¶¦d║╔Á─Ë░ÝæË·├¶©ðíú
ÙèÎÞ║©òrÁ─├┐Ê╗éÇ║©¢ËС¡hÍðú¼ÎÈ║©¢ËÙè┴¸¢Ë═¿Á¢═úÍ╣Á─│Í└mòrÚgú¼ÀQ║©¢Ë¢Ë═¿òrÚgú¼║åÀQ║©¢ËòrÚgíú
║©¢ËòrÚg˯^ðÈ─▄Á─Ë░Ýæ┼c║©¢ËÙè┴¸¤Ó¯É╦ãú¼╚þêD26íúÁ½æ¬ÎóÊÔâ╔³cú║ó┘C³cÊÈ║¾Ã·¥Ç▓ó▓╗┴ó╝┤¤┬¢Áú¼▀@╩ÃÊ‗×Ú▒M╣▄╚█║╦│▀┤þÊÐ▀_´û║═ú¼Á½╦▄ðÈ¡h▀Ç┐╔ËðÊ╗¿öU┤¾ú¼È┘╝ËÍ«ƒßÈ┤╝˃ß╦┘┬╩¦^║═¥Åú¼Ê‗°Ê╗░Ò▓╗ò■«a╔·çè×Rú╗ó┌║©¢ËòrÚgîª┤·▒ݢ˯^╦▄ðÈÍ©ÿ╦Á─ÐËðÈ▒╚Ë░Ýæ¦^┤¾ú¼Ê‗┤╦ú¼îªË┌│ð╩▄ä˦d╗‗Ëð┤ÓðÈâA¤‗Á─¢î┘▓─┴¤ú¿┐╔┤ÒË▓õôíóÒf║¤¢Á╚ú®³c║©¢Ë¯^ú¼▀Çæ¬┐╝æ]║©¢ËòrÚgîª└¡╔ý¦d║╔Á─Ë░Ýæíú
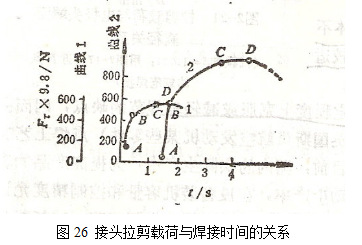
ÙèÿOë║┴ªÊ▓╩óc║©Á─ÍÏʬàóöÁÍ«Ê╗íúÙèÿOë║┴ª▀^┤¾╗‗▀^ðíÂ╝ò■╩╣║©³c│ð¦d─▄┴ª¢ÁÁ═║═ÀÍ╔óðÈÎâ┤¾ú¼Ë╚ãõîª└¡╔ý¦d║╔Ë░Ý橳╔§íú«öÙèÿOë║┴ª▀^ðíòrú¼Ë╔Ë┌║©¢Ëà^¢î┘Á─╦▄ðÈÎâð╬ÀÂç·╝░Îâð╬│╠Â╚▓╗ÎÒú¼Èý│╔Ê‗Ùè┴¸├▄Â╚▀^┤¾Â°Ê²ã╝˃ß╦┘Â╚┤¾Ë┌╦▄ðÈ¡höUı╣╦┘Â╚ú¼Å─°«a╔·ç└ÍÏçè×Ríú▀@▓╗âH╩╣╚█║╦ð╬á¯║═│▀┤þ░l╔·Îâ╗»ú¼Â°ÃÊ╬█╚¥¡h¥│║═▓╗░▓╚½ú¼▀@╩â^îª▓╗È╩ÈSÁ─íúÙèÿOë║┴ª┤¾îó╩╣║©¢Ëà^¢ËË|├µÀeÈ÷┤¾ú¼┐éÙèÎÞ║═Ùè┴¸├▄Â╚¥¨£pðíú¼║©¢Ëà^╔óƒßÈ÷╝Ëú¼Ê‗┤╦╚█║╦│▀┤þ¤┬¢Áú¼ç└ÍÏòrò■│÷¼F╬┤║©═©╚▒¤¦íú
Ê╗░ÒıJ×Úú¼È┌È÷┤¾ÙèÿOë║┴ªÁ─═¼òrú¼▀m«ö╝Ë┤¾║©¢ËÙè┴¸╗‗║©¢ËòrÚgú¼ÊÈ¥S│Í║©¢Ëà^╝˃ß│╠Â╚▓╗Îâíú═¼òrú¼Ë╔Ë┌ë║┴ªÈ÷┤¾ú¼┐╔¤¹│²║©╝■Ðb┼õÚg¤ÂíóäéðÈ▓╗¥¨ä‗Á╚Ê‗╦ÏʲãÁ─║©¢Ëà^╦¨╩▄ë║┴ª▓¿äËîª║©³cÅèÂ╚Á─▓╗┴╝Ë░Ýæíú┤╦òr▓╗âH╩╣║©³cÅèÂ╚¥S│Í▓╗Îâú¼ÀÇ¿ðÈÊÓ┐╔┤¾×Ú╠ß©▀íú
ÙèÿOë║┴ª▀xô±òr▀Çæ¬┐╝æ]ÊȤ┬Ê‗╦Ïú║ó┘©▀£ÏÅèÂ╚Ë·┤¾Á─¢î┘ú¼ÙèÿOë║┴ªæ¬¤Óæ¬È÷┤¾ú╗ó┌║©¢ËÊÄÀÂË·Ë▓ú¼ätÙèÿOë║┴ªæ¬¤Óæ¬È÷┤¾ú╗×Ú£p╔┘▓╔Ë├¦^ðíÙèÿOë║┴ª╦¨ÄºüÝ║©¢Ëà^Á─╝˃ß▓╗ÎÒú¼┐╔▓╔Ë├±R░░ð═ë║┴ªÎâ╗»Ã·¥Çíú
ÙèÿO¯^╩ÃÍ©³c║©òr┼c║©╝■▒Ý├µ¤Ó¢ËË|Á─ÙèÿOÂ╦¯^▓┐ÀÍíúÙèÿO¯^Â╦├µ│▀┤þÈ÷┤¾òrú¼Ë╔Ë┌¢ËË|├µÀeÈ÷┤¾íó╔óƒßðº╣¹È÷Åèú¼¥¨╩╣║©¢Ëà^╝˃ß│╠Â╚£p╚§ú¼Ê‗°╚█║╦│▀┤þ£pðíú¼╩╣║©³c│ð¦d─▄┴ª¢ÁÁ═íú
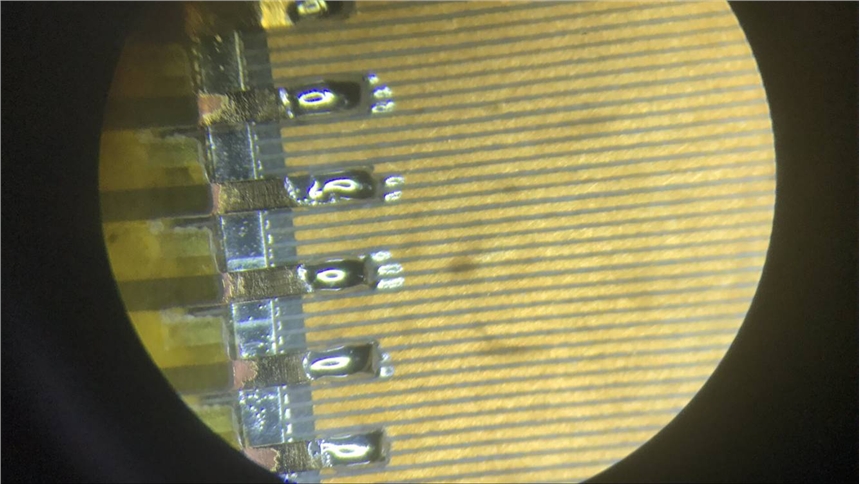
ÅVͦ╩ð¥½È┤ÙèÎËÈOéõËð¤Ì╣½╦¥╩ÃîúÿIÅ─╩┬©▀¥½├▄³c║©ÖC,├}ø_ƒßë║ÖC,©▀¯l³c║©ÖC,┼÷║©ÖC,─µÎâ³c║©ÙèÈ┤,├}ø_ƒßë║║©ÖC,Hot barÖC,┐p║©ÙèÈ┤,╬óÙè╗í³c║©ÙèÈ┤Á╚Ðð░líó╔·«a║═õN╩█Á─©▀ð┬╝╝ðgã¾ÿIíú
┐╔×Ú─·┴┐╔Ý¿Î÷╚½À¢╬╗Á─¥½├▄║©¢Ë¢ÔøQÀ¢░©úí
 íííí
íííí












