- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

專業(yè)生產(chǎn)各種鎢鋼內(nèi)孔研磨棒 JG磨棒 電鍍結(jié)合劑金剛石磨棒 CBN磨棒 治具磨棒
內(nèi)孔研磨棒 選擇東巨,專業(yè)工業(yè)品制作經(jīng)驗,經(jīng)久耐用,價廉物美,一站式采購平臺,網(wǎng)上訂購,隨時詢價,10支起訂,不限金額




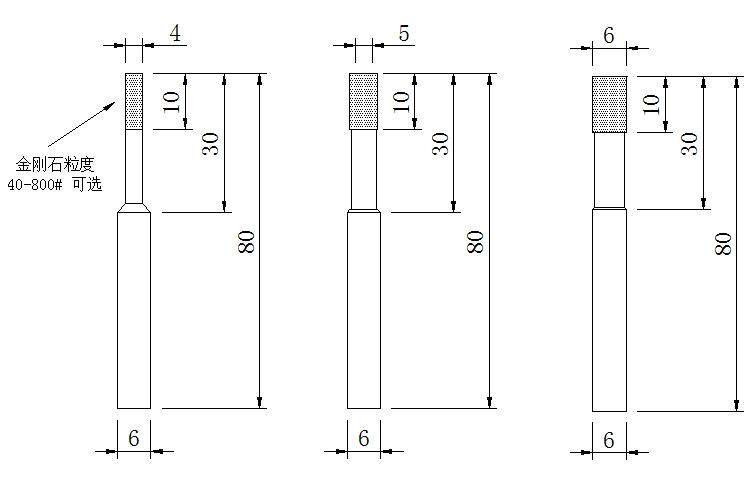
4D*10T*80L*6B SDC120P
5D*10T*80L*6B SDC120P
6D*10T*80L*6B SDC120P
鎢鋼材料硬度高達85°~90°HRA,耐磨性能好,是模具加工領(lǐng)域常用的模具基材,在模具制造中鎢鋼模坯內(nèi)孔研磨是一個經(jīng)常遇到的問題。
在實際工作中一般使用鉆床先打直孔,然后根據(jù)內(nèi)孔的余量選擇處理方式。一般的余量處理工藝是先用電火花加工,然后使用珩磨機進行精加工,深孔部分還需要使用內(nèi)圓磨加工例如金剛石磨棒等工具,但是此方法的問題在于當內(nèi)孔余量較大時加工時間很長,效率很低。一般來說當鎢鋼模具內(nèi)孔余量大于0.8mm時,平均一天一臺設(shè)備只能加工3只左右。
為了提高工作效率,可以選擇東巨磨具店制作的電鍍結(jié)合劑的金剛石內(nèi)孔研磨棒,根據(jù)鎢鋼內(nèi)壁實際研磨條件和內(nèi)孔光潔度要求,分步磨削,粗磨150#、半精磨240#、精磨400#。東巨高精度鎢鋼內(nèi)孔研磨棒,采用高速鋼基體制作保證了其剛性,進口鉆石SDC磨料使得內(nèi)壁切削更加鋒利,臺灣成熟的電鍍工藝,讓磨棒基體與砂粒之間十分牢固,東巨,匠心打造壽命持久的內(nèi)孔研磨工具,一支頂5支!
關(guān)鍵詞:內(nèi)孔研磨棒,鎢鋼內(nèi)孔研磨棒,金剛石內(nèi)孔磨棒,訂做鎢鋼內(nèi)孔磨棒,鎢鋼內(nèi)孔精磨,電鍍金剛石磨棒

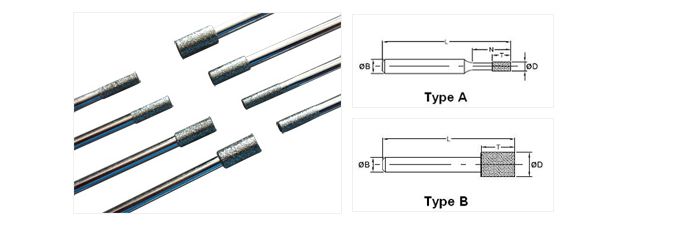
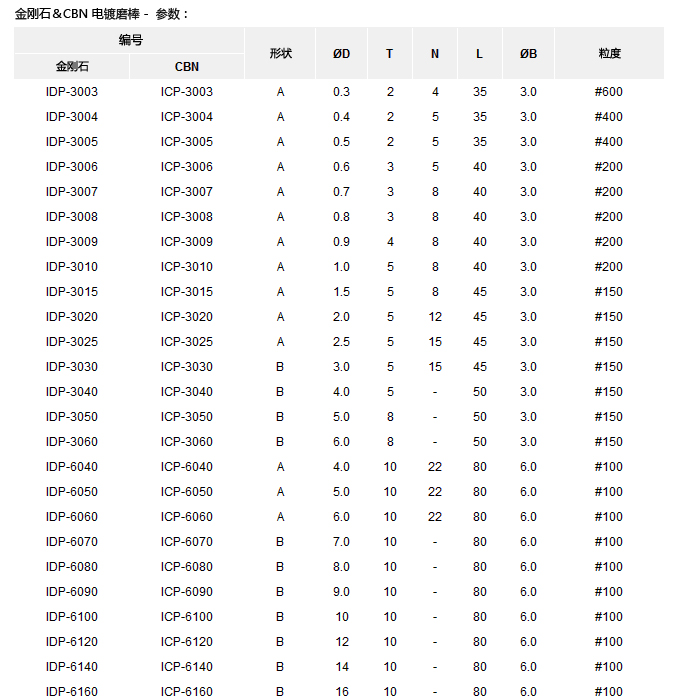















附錄:如何選擇合適的金剛石/CBN磨頭尺寸?
1,內(nèi)圓磨棒直徑不宜太大或太小
磨內(nèi)孔時,若砂輪直徑太大,則砂輪與工件的接觸弧隨之增大,使磨削熱增加,冷卻和排削困難。若砂輪直徑太小,難以達到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨鈍,使內(nèi)孔表面粗糙度增大,生產(chǎn)效率降 低。
為了獲得良好的磨削效果,砂輪直徑與內(nèi)孔直徑應(yīng)保持適當?shù)谋戎担吮戎低ǔT?.5~0.9之間。當孔徑較小時,只要問題是砂輪圓周速度低,此時應(yīng)取大比值;當孔距較小時,主要問題是冷卻和排屑困難,此時應(yīng)去較小的比值。內(nèi)圓砂輪直徑選擇可參考下表。
| 被磨孔的直徑/mm | 砂輪直徑/mm | 被磨孔的直徑/mm | 砂輪直徑/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
|
|
2,內(nèi)圓磨棒工作寬度不宜太寬或太窄
內(nèi)圓磨削時,如果砂輪寬度太窄,砂輪容易磨損,不利于提高生產(chǎn)效率和降低表面粗糙度;如果砂輪太寬,則磨削力增大,易引起砂輪接長軸彎曲變形。因此磨內(nèi)孔時,應(yīng)選擇合適的砂輪寬度。在接長軸剛性和機床功率允許的范圍內(nèi),砂輪寬度可以按工件還長度選擇,見下表。
| 磨削長度/mm | 砂輪寬度/mm | 磨削長度/mm | 砂輪寬度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |


品")

網(wǎng)站")









