- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
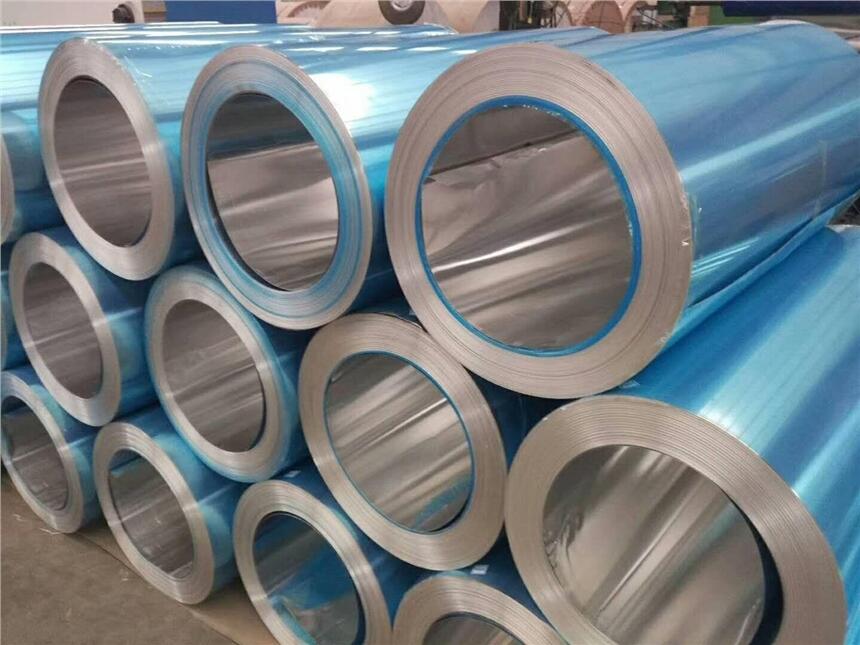
:濟南0.5mm鋁板廠
可以將高溫物體直接或長久擱放在人造石臺面上嗎?答:不能!直接從灶臺或烤箱、微波爐中取下來的熱鍋、熱壺、或者其它溫度過高的用具等有可能會給人造石表面帶來損害。請使用帶橡皮腳的鍋支座,或在臺面上放一塊隔熱墊。可以將人造石臺面作切菜板使用嗎?答:不能!切菜時請墊上切菜板,雖然人造石臺面堅實耐用,但這樣做亦會留下不美觀的劃痕且會鈍刀口。若不慎留下刀痕,可以根據刀痕的深淺,采用18-4目砂紙輕擦表面,再用百潔布處理一遍。
一1000系列 代表1050 1060 1070 1000系列鋁板又被稱為純鋁板,在所有系列中1000系列屬于含鋁量多的一個系列。純度可以達到99.00%以上。由于不含有其他元素,所以生產過程比較單一,價格相對比較便宜,是目前常規工業中常用的一個系列。目前市場上流通的大部分為1050以及1060系列。1000系列鋁板根據后兩位阿拉伯數字來確定這個系列的含鋁量,比如1050系列后兩位阿拉伯數字為50,根據牌號命名原則,含鋁量必須達到99.5%以上方為合格產品。我國的鋁合金標準(gB/T3880-2006)中也明確規定1050含鋁量達到99.5%.同樣的道理1060系列鋁板的含鋁量必須達到99.6%以上。

二2000系列鋁板 代表2A16(LY16) 2A06(LY6)2000系列鋁板的特點是硬度較高,其中以銅原屬含量,在3-5%左右。2000系列鋁板屬于鋁材,目前在常規工業中不常應用。我國目前生產2000系列鋁板的廠家較少。還無法與國外相比。目前進口的鋁板主要是由韓國和德國生產企業。隨著我國航天事業的發展,2000系列的鋁板生產將進一步提高。

三3000系列鋁板 代表3003 3003 3A21為主。又可以稱為防銹鋁板我國3000系列鋁板生產工藝較為。3000系列鋁板是由錳元素為主要成分。含量在1.0-1.5之間。是一款防銹功能較好的系列。常規應用在空調,冰箱,車底等潮濕環境中,價格高于1000系列,是一款較為常用的合金系列。
四4000系列鋁板 代表為4A01 4000系列的鋁板屬于含硅量較高的系列。通常硅含量在4.5-6.0%之間。屬建筑用材料,機械零件,鍛造用材,焊接材料;低熔點,耐蝕性好,具有耐熱、的特性。

五5000系列 代表5052.5005.5083.5A05系列。5000系列鋁板屬于較常用的合金鋁板系列,主要元素為鎂,含鎂量在3-5%之間。又可以稱為鋁鎂合金。主要特點為密度低,抗拉強度高,延伸率高。在相同面積下鋁鎂合金的重量低于其他系列.故常用在方面,比如飛機油箱。在常規工業中應用也較為廣泛。加工工藝為連鑄連軋,屬于熱軋鋁板系列故能做氧化深加工。在我國5000系列鋁板屬于較為成熟的鋁板系列之一。
六6000系列 代表6061主要含有鎂和硅兩種元素,故集中了4000系列和5000系列的優點6061是一種冷處理鋁鍛造產品,適用于對抗腐蝕性、氧化性高的應用。可使用性好,接口特點優良,容易涂層,加工性好。可以用于低壓武器和飛機接頭上。
公司遵循“客戶至上,誠信為本”的方針,以的價格,優良的信譽竭誠為社會各界朋友有效的服務。我們始終堅持“互惠互利,薄利多銷”的策略,完善銷售服務體系,不斷把創新、優良的產品送到客戶身邊,與廣大客戶共創一個互惠互利的合作平臺!

“誠信、求實、拼搏、奮進”是公司企業精神,這也是公司對每一位顧客的承諾:如今,信譽已經邁開其高速發展的步伐致力于更優質的服務。
信賴:歡迎垂詢或親臨指導。我公司將憑借良好的信譽,雄厚的實力,優質的產品,低廉的價格服務于廣大用戶。
宗旨:以求生存、以科技求發展、以求效益、以誠信求市場。
公司使命:品質源于認真用心創造世界
業務目標:更優的,更快的速度,更好的服務
核心價值觀:追求更高品質,永無止盡。不斷提高產品,始終滿足客戶需求。
聯系電話150 6358 7525賈經理
:濟南0.5mm鋁板廠
 為增加擠塑板與基層幾面層的粘結力,應在擠塑板兩面各刷界面劑一道。配置專用粘結劑:1)將5份(重量比)干混砂漿倒入干凈的塑料桶,加入1份凈水,應邊加水邊攪拌,然后用手持式電動攪拌器攪拌5分鐘,直到攪拌均勻,且稠度適中為止。將配置的粘結劑靜置5分鐘,在攪拌即可使用,配置好的粘結劑宜在1小時內用完。專用粘結劑的配置只準許加入凈水,不得加入其他添加物。安裝擠塑板1)標準板規格尺寸為12*6,對角線誤差小于2,擠塑板用電熱絲切割器或工具刀切割,尺寸允許偏差為1.5。網格布翻包:門窗洞口、變形縫兩側等處的擠塑板上預粘網格布,總寬度約2,翻包部分寬度為8,具體做法如下:網格布裁剪長度為18加板厚。首先在翻包部位抹長度為8寬度為2的專用粘結劑,然后壓入8長的網格布,余下的甩出備用。將配置好的專用粘結劑涂抹在擠塑板的背后,粘結劑壓實厚度約為3,為保證粘結牢固,粘結方法可采用條粘法和條點法。條粘法:用齒口鏝刀將專用粘結劑水平方向均勻的抹在擠塑板上,條寬1,厚度1,中距5。條點法:用抹子在每塊擠塑板周邊及中間抹寬5,厚度為1的專用粘結劑,再在擠塑板分隔區內抹直徑為1,厚度為1的灰餅。將抹好專用粘結劑的擠塑板迅速粘貼在墻面上,以防止表面結皮而失去粘結作用。不得在擠塑板側面涂抹專用粘結劑。擠塑板粘上墻后,應用2米靠尺壓平操作,保證其平整度及粘貼牢固,板與板之間要擠緊,不得有縫,因切割不直形成的縫隙,用擠塑板條塞入并磨平。每粘完一塊板,應將擠出的專用粘結劑清除。擠塑板粘貼應分段自下而上沿水平方向橫向鋪貼,每排板應錯縫1/2板長,局部錯縫不得小于1。安裝固定件:1)固定件在擠塑板粘貼8小時后開始安裝,并在其后24小時內完成。按設計的位置用沖擊鉆鉆孔,孔徑1,鉆入基層墻體深度約為6,固定件錨入基層墻體的深度約為5,以確保牢固可靠。固定件個數按設計說明設置。自攻螺絲應擠緊并將工程塑料膨脹釘帽與擠塑板表面齊整或略擰入一些,確保膨脹釘尾部回擰,使其與基層墻體充分錨固。
為增加擠塑板與基層幾面層的粘結力,應在擠塑板兩面各刷界面劑一道。配置專用粘結劑:1)將5份(重量比)干混砂漿倒入干凈的塑料桶,加入1份凈水,應邊加水邊攪拌,然后用手持式電動攪拌器攪拌5分鐘,直到攪拌均勻,且稠度適中為止。將配置的粘結劑靜置5分鐘,在攪拌即可使用,配置好的粘結劑宜在1小時內用完。專用粘結劑的配置只準許加入凈水,不得加入其他添加物。安裝擠塑板1)標準板規格尺寸為12*6,對角線誤差小于2,擠塑板用電熱絲切割器或工具刀切割,尺寸允許偏差為1.5。網格布翻包:門窗洞口、變形縫兩側等處的擠塑板上預粘網格布,總寬度約2,翻包部分寬度為8,具體做法如下:網格布裁剪長度為18加板厚。首先在翻包部位抹長度為8寬度為2的專用粘結劑,然后壓入8長的網格布,余下的甩出備用。將配置好的專用粘結劑涂抹在擠塑板的背后,粘結劑壓實厚度約為3,為保證粘結牢固,粘結方法可采用條粘法和條點法。條粘法:用齒口鏝刀將專用粘結劑水平方向均勻的抹在擠塑板上,條寬1,厚度1,中距5。條點法:用抹子在每塊擠塑板周邊及中間抹寬5,厚度為1的專用粘結劑,再在擠塑板分隔區內抹直徑為1,厚度為1的灰餅。將抹好專用粘結劑的擠塑板迅速粘貼在墻面上,以防止表面結皮而失去粘結作用。不得在擠塑板側面涂抹專用粘結劑。擠塑板粘上墻后,應用2米靠尺壓平操作,保證其平整度及粘貼牢固,板與板之間要擠緊,不得有縫,因切割不直形成的縫隙,用擠塑板條塞入并磨平。每粘完一塊板,應將擠出的專用粘結劑清除。擠塑板粘貼應分段自下而上沿水平方向橫向鋪貼,每排板應錯縫1/2板長,局部錯縫不得小于1。安裝固定件:1)固定件在擠塑板粘貼8小時后開始安裝,并在其后24小時內完成。按設計的位置用沖擊鉆鉆孔,孔徑1,鉆入基層墻體深度約為6,固定件錨入基層墻體的深度約為5,以確保牢固可靠。固定件個數按設計說明設置。自攻螺絲應擠緊并將工程塑料膨脹釘帽與擠塑板表面齊整或略擰入一些,確保膨脹釘尾部回擰,使其與基層墻體充分錨固。










