- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
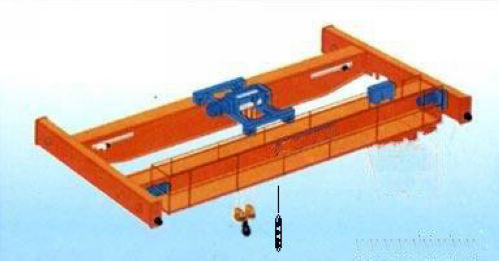
îª Cð═²êÚTãÍÏÖC¥SðÌÁ─Äγc¢¿Îhú║
1íó╗е│Cı²È¡ätú║
aú®ç└¢¹È┌¢YÿïÁ─═¼Ê╗▓┐╬╗À┤Å═ÂÓ┤╬╝˃ß│Cı²ú╗
bú®îªË┌ÍÏʬÁ─¢Yÿï╝■ú¼æ¬▒▄├Ô╩╣Îâð╬¤Ó╗ÑÁͤ¹Á─╗е│Cı²ú¼└²╚þ▓╗æ¬È┌͸┴║Á─═¼öÓ├µÁ─╔¤íó¤┬▓┐╬╗▓╝Í├îªÀQÁ─╝˃ßà^ú╗
cú®ÍÏʬÁ─╩▄┴ª▓┐╝■íóùU╝■ú¼╗е╝˃ß║¾▓╗È╩ÈS▓╔Ë├Ø▓╦«┐ý╦┘└õàsÊÈ├Ô╩╣▓─┴¤Îâ┤Óú¼═¿│ú╩Ã╝˃ß║¾ÎÈ╚╗└õàsú╗
dú®Á═╠╝õôÁ─╦{┤Ó£ÏÂ╚×Ú300í½500íµú¼Ê‗┤╦ú¼æ¬¢^îª▒▄├ÔÈ┌┤╦ÀÂç·â╚ÕNô¶ú¼ÊÈÀ└«a╔·┴Ð╝yú╗
eú®îªË┌ÿOÍÏʬÁ─╩▄┴ª▓┐╝■ú¿╚þ͸┴║ú®ú¼╝˃ß▓┐╬╗Á─▀xô±æ¬▒M┴┐▒▄├ÔÈ┌ãõί╬úÙUÁ─öÓ├µú¿╚þ͸┴║┐þÂ╚Á─ÍðÚg▓┐╬╗ú®íú
2íó╣░Â╚ı{ı¹ú║╩Τ╚ʬ©¨ô■Á§▄çÁ─¯Éð═╝░╣░Â╚ã½▓¯ú¼┤_¿▓╔Ë├╩▓├┤À¢À¿ú¿╬Ê╦¨Í¬Ëðõô░Õ╝ËÅè║═õô¢¯Åê└¡À¿ú®║▄ÛPµIú¼ãõÍð╗е│Cı²║▄ÍÏʬíú©¨ô■£y└LÁ─͸┴║÷¥ÇêDú¼Ë├║©¥µ╝˃ßú¿¤õ┴║¤┬©╣░ÕËð└▀░ÕÁ─╬╗Í├ú®╣░Â╚Îâ╗»Î¯┤¾ú¿└Ýıô╣░Â╚┼cîìÙH╣░Â╚Á─▓¯ú®³cú¼È┌800íµú¿¢ø‗×ÍÁú®Î¾ËÊ╩╣Ë├╦«└õàsú¼▒ú│ÍÎí╣░Â╚ı{ı¹║¾öÁÍÁú¼Í«║¾ÐÏ╝˃ßÁ─Á┌Ê╗³cú¿ÚLùlð╬îÆı¡æ¬Ë╔Îâð╬┴┐Á─┤¾ðíüÝ┤_¿ú®¤‗â╔é╚ú¼©¨ô■╣░Â╚Á─ã½▓¯┴┐ú¼┤_¿╝˃߳cÁ─Úg©¶ú¼Ê└┤╬│Cı²ú¼╩╣╣░Â╚▀_Á¢Ê¬Ã¾íú
3íó┼ÈÅØı{ı¹ú║ðÌ└Ý┼ÈÅØ║═ðÌ└ݤ┬ô¤Ê╗ÿËú¼©¨ô■£y┴┐͸┴║Á─÷¥ÇêDú¼┤_¿╝˃ßÀ¢À¿║═╝˃ß├µÀeú¼Ë├╗е╝˃ß┼ÈÅØ═╣é╚Ëð└▀░Õ╬╗Í├ú¼▓ó░Ð╚╦ðð╠ñ░Õ©¯Ú_ÄÎ╠Äú¼╝˃ß├µ×Úĺá¯ú¼▀_Á¢700í½800íµÎ¾ËÊòrú¿¢ø‗×ÍÁú®ú¼ÎÈ╚╗└õàsú¼╚╗║¾©¨ô■┼ÈÅØ┴┐Á─┤¾ðíÊ└┤╬╗е│Cı²íú▀@Á└╣ñð‗║▄ÛPµIú¼╚þ╣¹╝˃ߣÏÂ╚ıã╬ı▓╗║├ú¼╚¦ÊÎÈý│╔┴ÝÊ╗é╚┼ÈÅØíú╣░Â╚║═┼ÈÅØÂ╝▀_Á¢ÿ╦£╩║¾ú¼┐╔Ë├õô░Õ╝ËÅèú¿┴║Íðð─╠Ä▓╗ÈSËðË║©┐pú®╗‗Ë├õô¢¯Åê└¡À¿╝Ë╣╠│╔ð╬íú
4íó┐þ¥Óı{ı¹ú¿║¼îª¢Ã¥Ç▓╗Á╚ú®ú║╩Τ╚ú¼Öz▓Úͺ═╚║═͸┴║╩ÃÀ±┤╣Í▒ú¼┐þ¥Ó║═åÇÁ─│▀┤þã½▓¯ÃÚøríú╚þ╣¹┐þ¥Óã½▓¯ú¿│¼¤Ìú®▓╗Á╚ú¼▀@ÿËåÇÊ▓▓╗Á╚ú¼┐╔Ë├▒ºùU║═ú¢´ÝöõÎí͸┴║ú¼┐┐¢³æ¬ı{ͺ═╚é╚ú¼£p╔┘ͺ═╚╩▄┴ªú¼Ë├╗е╝˃ßâ╔ͺ═╚Á─═Ôé╚╗‗â╚é╚Ëð└▀░Õ╬╗Í├íú▄ë¥Óðí╝˃ßâ╚é╚ú¼┤¾╝˃ß═Ôé╚íú┐╝æ]Á¢îª¢Ã¥ÇÁ─ı`▓¯ú¼╝˃߳c│╔╠¦ð╬ú¼╠¦ð╬Á─╔¤íó¤┬ÁÎ╚þ│¼▀^80ú¡100mmú¼È┌┼c╔¤¤┬ÁÎ┤╣Í▒Á─├µ╔¤ú¼ÊÈ©¸ÎÈ╔¤íó¤┬ÁÎ×Ú▀àú¼╝˃ß│╔Á╚▀à╚²¢Ãð╬ú¼£ÏÂ╚▀_Á¢700í½800íµÎ¾ËÊòrú¼ÎÈ╚╗└õàsú¼▒Ïʬòr╩®╝Ë═Ô┴ªú¼╩╣┐þ¥Ó▀_Á¢Ê¬Ã¾Á─ÿ╦

 íííí
íííí