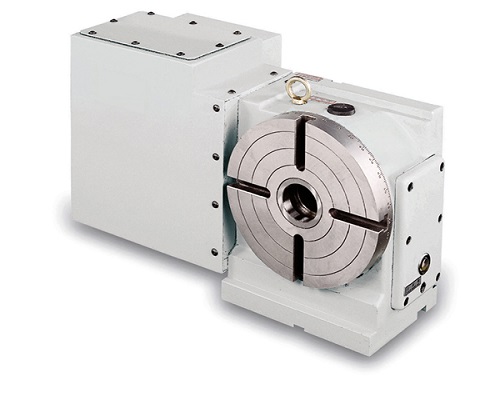
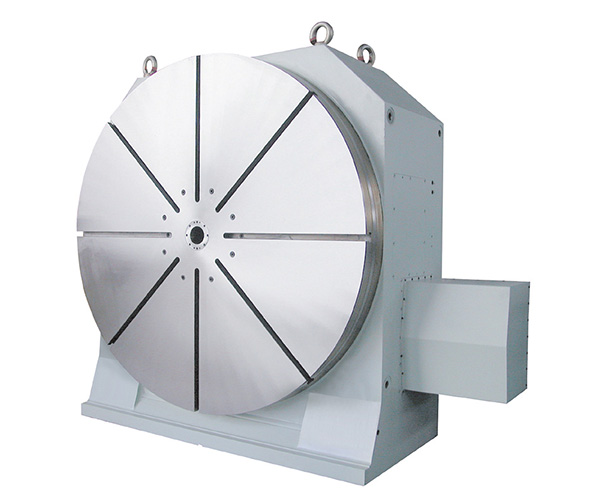
大連市 潭興四軸分度盤1500臺灣潭興 滾子凸輪五軸 三菱系統安裝

通過對深孔加工現狀的分析和用戶的實際需求,設計了一套三支撐的鏜刀座裝置,并對鏜刀座各段的夾持長度進行了合理的分配,使鏜桿的心恰好落在鏜刀座上,避免了鏜刀座在運轉過程中的爬行。又對鏜刀座的理論數值計算和靜力學分大連市 潭興四軸分度盤1500臺灣潭興 滾子凸輪五軸 三菱系統安裝析,得出鏜桿的彎曲變形在許可范圍內,從理論上驗證了設計方案的合理性、可行性以及安全性。?
? ? ?關鍵詞: 鏜刀座? ?鏜桿? ?支撐? ?長徑比? ?夾持?
??
? ? ?深孔加工在機械制造行業中占了很大的比重,尤其是大連市 潭興四軸分度盤1500臺灣潭興 滾子凸輪五軸 三菱系統安裝工領域,過去一段時間,加工難度大、成本高在一定程度上限制了深孔加工領域的發展和進步。隨著現代高科技水平的發展和先進技術的應用,深孔加工技術水平也得到了相應的發展。機械產品中經常遇到需要加工長徑比較大,同時孔徑又不大的深盲孔,目前這類深孔加工是一個難點。現有的方式一般是在數控深孔鉆床上加工,缺點是孔的加工精度較低。另一種方式為懸臂鏜桿加工,但能加工的深孔長徑比小,目前世界上領先的 Sandvik 等公司開發的懸臂抗震鏜桿懸臂長度能達到 10 永進加工中心倍直徑[1],能使深孔加工的精度較深孔鉆有較大提高,但加工孔的深度也受限于鏜桿的直徑大小。 新設計的鏜刀座可安裝 Ф280×4000mm 的鏜桿,用該鏜桿加工內孔直徑為 Ф290±0.20mm,孔深長達1960? mm。要求內圓加工表面光滑,圓柱度公差為0.02? mm,粗糙度達到 Ra3.2μm 以上。該鏜