- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
¢^ƒß╣▄═ð-║Ë▒▒¢^ƒß╣▄▒¥îìË├ð┬ð═╠ß╣®╚þ¤┬╝╝ðgÀ¢░©ú║Ê╗ÀN¥█░▒§Ñ▒ú└õ╣▄═ðË├ÍãÈý─ú¥▀ú¼░³└¿È¡┴¤╩óÀ┼©Îú¼╦¨╩÷È¡┴¤╩óÀ┼©ÎÁ─╔¤Â╦ÈOÍ├ËðöDë║░Õú¼╦¨╩÷öDë║░ÕÁ─╔¤Â╦═Ô▒Ý├µ╔¤ÈOÍ├ËðöDë║░Õ▀B¢Ë╠Î╣▄ú¼╦¨╩÷öDë║░Õ▀B¢Ë╠Î╣▄Á─═Ô▒Ý├µ╔¤ÈOÍ├ËðöDë║░Õ▀B¢Ë┬¦╦¿ú¼╦¨╩÷È¡┴¤╩óÀ┼©ÎÁ─═Ô▒Ý├µ╔¤ÈOÍ├Ëð╣╠¿ͺô╬ùlú¼ÃÊ╣╠¿ͺô╬ùlËð╦─éÇú¼Ëð╔½¢î┘╩é▀╝╝ðg░lı╣Á─ͺô╬▓─┴¤ú¼«aÿIÛP┬ôÂ╚©▀▀_9%ÊÈ╔¤íúð┬╩└╝oÊÈüÝú¼╬´┘|┐ãîWíóð┼¤ó┐ã╝╝íó▓─┴¤┐ã╝╝íó╔·├³┐ãîWíó╔·æB┐ã╝╝íó║úо┼c┐ıÚg┐ã╝╝Á╚¯IË‗ú¼Â╝ßjßäÍ°╝ñäË╚╦ð─Á─ÍÏ┤¾═╗ããú¼îó×ÚËð╔½¢î┘Á─æ¬Ë├Ú_▒┘ÅVÀ║┐ıÚgíúÈ┌┐╔ÊȯAÊèÁ─îóüÝú¼Ëð╔½¢î┘╣ñÿIîó═¼╚½Ã‗«aÿI©´├³¤ó¤ó¤ÓÛPíúãõ┤╬ú¼Ê¬╔¯┐╠ıJÎR¢¿ÈOäôð┬ð═Á─ð┬æ┬Èíú¢¿ÈOäôð┬ð═ú¼╩ÃÈ┌╬Êç°¢øØ·╔þò■░lı╣│÷¼FÊ╗¤Á┴ðð┬╠Ïı¸Á─ÃÚør¤┬╠ß│÷üÝÁ─íú¢ø▀^┴¨╩«─Û¢¿ÈOú¼╠Ïäe╩Ã╚²╩«─Û©─©´Ú_À┼ú¼╬Êç°ÊТøÎâ│╔╩└¢þÁ┌Â■┤¾¢øØ·¾wú╗ÊТøÅ─╝╝ðgÁ─ÎÀÙSı▀íóʲ▀Mı▀ú¼Í▓¢Îâ×Ú╝╝ðgÁ─═ãäËı▀íóäôð┬ı▀ú╗ÊТøÅ─┘Y▒¥Â╠╚▒íó┘YÈ┤¤Óîª│õÈúÁ─ú¼Îâ×Ú┘Y▒¥│õÈúíóÁ½┘YÈ┤¤ÓîªÂ╠╚▒Á─ú╗ÊТøÅ─┼¼┴ª¢ÔøQ£Ï´ûåû¯}Á─ú¼Îâ×ÚÎÀþ¥G╔½íó¡h▒úíó║═ÍC░lı╣Á─íú╦¨╩÷╣╠¿ͺô╬ùlÁ─Ê╗Â╦ÈOÍ├Ëð╣╠¿░▓Ðb▒Pú¼╦¨╩÷È¡┴¤╩óÀ┼©ÎÁ─¤┬Â╦ÈOÍ├ËðöDë║│÷┴¤╣▄ú¼╦¨╩÷öDë║│÷┴¤╣▄Á─Ê╗Â╦ÈOÍ├Ëð│÷┴¤╣▄┐ÏÍãÚyÚTíú
┐ıı{─¥═ð_─¥═ð«aãÀÀ└©»╠Ä└ÝÃ░ú║È¡─¥¯ü╔½ú¿░Î╔½ú®
┐ıı{─¥═ð_─¥═ð«aãÀÀ└©»╠Ä└Ý║¾ú║║┌╔½ú¿¡hЧ├║×rÃÓãßú®
í¥▓─┘|í┐ú║ù¯─¥íó┴°─¥íó ╦╔─¥íó¤╦▄íó¥█░▒§Ñ
í¥║±Â╚í┐ú║3cm 4cm 5cm 6cm 7cm 8cm
í¥╠ϳcí┐ú║▒ú£Ïí󩶃ßíóÀ└ıíóÀ└©»íó▓ðÂÀ¢▒Òíó╩╣Ë├ë█├³È÷ÚLÁ╚╠ϳc
í¥ð═╠ûí┐ú║ªÁ27.ªÁ34.ªÁ43.ªÁ48.ªÁ57.ªÁ60.ªÁ76.ªÁ89.ªÁ108.ªÁ114.ªÁ133.ªÁ140.ªÁ159.ªÁ165. ªÁ219.ªÁ273.ªÁ325.ªÁ377.ªÁ426.ªÁ480.ªÁ530.ªÁ630.ªÁ720.ªÁ820.ªÁ920.ªÁ1020ÊÄ©±²R╚½┐╔¿Î÷íú
í¥Ë├Ë┌í┐ú║▒¥«aãÀ▀mË├Ë┌┐ıı{Á─╣▄Á└░▓Ðb╝░Ê▒¢íó╩»Ë═íó╗»╣ñíó▄ç¦víó┤¼▓░íóÙè┴ªÁ╚Ê║ë║¤Á¢yÍðÁ─Ë═íó╦«íóÜÔ×Ú¢Ú┘|Á─╣╠¿╣▄Á└Á─░▓Ðbíú
▒èÂÓÀ└©»«aãÀÍðÁ─Ê╗ÀNú¼╦³Í¸Ê¬Á─â׳c▒Ò╩ÃãõÅè┤¾Á─À└©»íó▒ú£Ï─▄┴ªíúÀ└©»─¥═ðÁ─▀@ÀN╠ÏðÈ͸ʬ╩ÃÊ‗×Ú╦³¢ø▀^ÚLòrÚgÁ─À└©»×rÃÓãÔÃÍ┼¦║═À└╦«╠Ä└Ýíú
×Úîì¼F╔¤╩÷─┐Á─╦¨╩÷│÷┴¤╣▄┐ÏÍãÚyÚTÁ─Ê╗Â╦ÈOÍ├Ëð▀B¢ËÀ¿╠m▒Pú¼╦¨╩÷▀B¢ËÀ¿╠m▒PÁ─Ê╗Â╦ÈOÍ├Ëð│╔ð═Â╦ëKú¼Ê╗╩Ã╠ßÃ░¯AƒßíúÙèÎË╠ýã¢È┌╩╣Ë├Ã░═¿│úðÞʬ¯Aƒßú¼Â°├┐┼_╠ý㢯AƒßòrÚg═¨═¨▓╗═¼Ê╗░ÒüÝıfú¼╠ýã¢Á─£╩┤_Â╚Á╚╝ëÈ¢©▀ú¼╦¨ðÞ¯AƒßòrÚg¥═È¢ÚLú¼┐╔©¨ô■╠ýã¢╩╣Ë├ıf├¸ò°ÍðÁ─ʬþ▀Mðð¯Aƒßú¼▒Ïʬòr┐╔ÐËÚL¯AƒßòrÚg(═¿│ú¡h¥│£ÏÂ╚È¢Á═ú¼¯AƒßòrÚgÈ¢ÚL)íúîìÙH╔¤ú¼ÈSÂÓ╩╣Ë├ı▀È┌╩╣Ë├╠ýã¢òrÂ╝╩Ã╝┤Ú_╝┤Ë├ú¼▀@ÿË╩Ã▓╗─▄▒úÎC╠ýã¢Á─Ëï┴┐ðÈ─▄Á─íúÙèÎË╠ý㢯Aƒß╩ÃÛP¤ÁÁ¢£╩┤_Â╚Á─ÍϳcíúÂ■╩áh¥│ùl╝■íú¡h¥│ùl╝■Ê▓╩ÃË░ÝæÙèÎË╠ýã¢Ëï┴┐ðÈ─▄Á─Ê╗éÇÍÏʬÊ‗╦ÏíúÙèÎË╠ýã¢Á─▓┘θıf├¸ò°Íð╚þ╣¹ø]Ëð╠Ï╩Ô£ÏÂ╚¢þ¤Ìú¼ät╠ýã¢æ¬È┌-1íµ~4íµÁ─£ÏÂ╚ùl╝■¤┬ı²│ú╣ñθú╗╚¶┴╦╠Ï╩ÔÁ─£ÏÂ╚¢þ¤Ìú¼ät╠ýã¢æ¬È┌ÊÄ¿Á─£ÏÂ╚ùl╝■¤┬╣ñθú╗ÙèÎË╠ýã¢îª¡h¥│Á─رÂ╚Ê▓Ëðʬþú¼╚þó±╝ë╠ýã¢Ê¬Ã¾¤ÓîªØ±Â╚▓╗┤¾Ë┌8%íú╦¨╩÷│╔ð═Â╦ëKÁ─═Ô▒Ý├µ╔¤ÈOÍ├ËðÈýð═┐Îíú ╝ñ╣ÔÃð©¯ÖCÊ╗░ÒË╔╝ñ╣Ô¯^ú¼ÊãäË¿╬╗¤Á¢y║═▄ø╝■╚²▓┐ÀÍ¢M│╔íúÊãäË¿╬╗¤Á¢y‗îäË╣ñθ┼_╗‗╝ñ╣Ô¯^ú¼╩╣Á├▒╗Ãð©¯▓─┴¤È┌¤Á¢y‗îä˯^¤┬©▀╦┘▀\äËú¼╝ñ╣Ô¯^Ë╔╣ÔÈ┤▓┐ÀÍ║═Ã𩯯^¢M│╔ú¼╣ÔÈ┤▓┐ÀÍ«a╔·▓¿ÚL║▄Â╠Á─¥█¢╣╝ñ╣Ô╩°ú¼╝ñ╣Ô╩°═¿▀^Ã𩯯^ú¼┤╣Í▒¥█¢╣È┌▒╗Ãð©¯Á─▓─┴¤▒Ý├µ╔¤ú¼╝˃ßíó╚┌╗»íóı¶░l▒╗Ãð©¯▓─┴¤ú¼ð╬│╔Ãð┐pú¼Ú]║¤Á─Ãð┐pð╬│╔║©▒PÚ_┐Îíú▄ø╝■▓┐ÀÍË├Ë┌öÁô■¢Ë╩ıíó╠Ä└Ý▓ó┐ÏÍã║═‗îäË╝ñ╣Ô¯^ÊÈ╝░ÊãäˤÁ¢yíú┼c©»╬gÀ¿║═ÙèÞTÀ¿¤Ó▒╚ú¼╝ñ╣ÔÀ¿ÍãθËí╦ó║©©Ó─ú░µËðÊȤ┬╠ϳcú║¥½Â╚©▀ú¼─ú░µ╔¤┬®┐ÎÁ─╬╗Í├¥½Â╚║═│▀┤þ¥½Â╚Â╝Ëð▒úÎCíú
╝ñ╣ÔÃð©¯ÖCÊ╗░ÒË╔╝ñ╣Ô¯^ú¼ÊãäË¿╬╗¤Á¢y║═▄ø╝■╚²▓┐ÀÍ¢M│╔íúÊãäË¿╬╗¤Á¢y‗îäË╣ñθ┼_╗‗╝ñ╣Ô¯^ú¼╩╣Á├▒╗Ãð©¯▓─┴¤È┌¤Á¢y‗îä˯^¤┬©▀╦┘▀\äËú¼╝ñ╣Ô¯^Ë╔╣ÔÈ┤▓┐ÀÍ║═Ã𩯯^¢M│╔ú¼╣ÔÈ┤▓┐ÀÍ«a╔·▓¿ÚL║▄Â╠Á─¥█¢╣╝ñ╣Ô╩°ú¼╝ñ╣Ô╩°═¿▀^Ã𩯯^ú¼┤╣Í▒¥█¢╣È┌▒╗Ãð©¯Á─▓─┴¤▒Ý├µ╔¤ú¼╝˃ßíó╚┌╗»íóı¶░l▒╗Ãð©¯▓─┴¤ú¼ð╬│╔Ãð┐pú¼Ú]║¤Á─Ãð┐pð╬│╔║©▒PÚ_┐Îíú▄ø╝■▓┐ÀÍË├Ë┌öÁô■¢Ë╩ıíó╠Ä└Ý▓ó┐ÏÍã║═‗îäË╝ñ╣Ô¯^ÊÈ╝░ÊãäˤÁ¢yíú┼c©»╬gÀ¿║═ÙèÞTÀ¿¤Ó▒╚ú¼╝ñ╣ÔÀ¿ÍãθËí╦ó║©©Ó─ú░µËðÊȤ┬╠ϳcú║¥½Â╚©▀ú¼─ú░µ╔¤┬®┐ÎÁ─╬╗Í├¥½Â╚║═│▀┤þ¥½Â╚Â╝Ëð▒úÎCíú
â×▀xÁ─ú¼╦¨╩÷▀B¢ËÀ¿╠m▒P║©¢ËÈ┌│÷┴¤╣▄┐ÏÍãÚyÚTÁ─│÷┴¤┐┌Â╦ú¼╦¨╩÷│╔ð═Â╦ëKÁ─Ê╗é╚═Ô▒Ý├µ╔¤║©¢ËËð▀B¢ËÀ¿╠m▒Pú¼╦¨╩÷│╔ð═Â╦ëK┼c│÷┴¤╣▄┐ÏÍãÚyÚTÍ«Úg═¿▀^▀B¢ËÀ¿╠m▒P▀B¢Ëú¼╦¨╩÷Èýð═┐ÎÏ×┤®Ë┌│╔ð═Â╦ëKÁ─â╔Â╦═Ô▒Ý├µú¼╦¨╩÷Èýð═┐Î┼cöDë║│÷┴¤╣▄â╚▓┐¤Ó═¿ú¼╦¨╩÷│╔ð═Â╦ëKÁ─═ÔÅ¢│▀┤þ╣╠¿íú ðlÈíã¾ÿI¥▀¾wæ¬Èô▀@├┤Î÷╩Τ╚╩ÃðlÈí«aãÀʬ▓╗öÓÁ─äôð┬ú¼Í╗Ëð▓╗öÓÁ─äôð┬ØMÎÒ╔þò■▓╗═¼¯Éð═íóîË┤╬╚╦åTÁ─ðÞþú¼▓┼─▄▓╗öÓÁ─╠ß╔²«aãÀÁ─ârÍÁ©ðíúãõ┤╬╩Ã▓╗öÓ╠ß╔²┘uê÷Á─▄øË▓╝■¡h¥│ú¼╚þÈ┌ðlÈí┘uê÷─▄ʲ▀M¦pð═┼õ╠Î▓═´ï▀M±vú¼Îî¯Ö┐═È┌┘Å┘IðlÈíòr─▄ËðÊ╗éǦp╦╔Ëõ┐ýÁ─╔¤╬þ▓Þ╗‗¤┬╬þ▓ÞÁ─Àıç·ú¼Îî¯Ö┐═Á├Á¢©³╝ËÎ┘FÁ─À■äı¤Ý╩▄ú¼©ð╩▄╝ÊÁ─£Ï┼»ú¼ð─ÃÚ¥═─▄©³╝ËËõÉéíúÈ┘ı▀╩Ã▓╗öÓäôð┬«aãÀ╩█║¾À■äıú¼╚þú║È┌«aãÀ═Û│╔õN╩█Í«║¾ú¼Â¿ã┌Á─©·¯Ö┐═┬ô¤Áú¼┴╦¢ÔðlÈí╩╣Ë├ÃÚør╝░¢Ú¢B║¾ã┌Á─¥SÎo▒úBͬÎRú¼È┌¯Ö┐═╔·╚ı┐╔¤Ý╩▄╠ÏðÞÁ─ı█┐█║═Îú©úıZ§r╗¿Á─░l╦═Á╚ú¼Îî¯Ö┐═¾w‗×Á¢«aãÀÊÈ═ÔÁ─©³©▀©¢╝ËÍÁú¼Å─°╠ß╔²ðlÈí«aãÀÁ─ârÍÁ©ðíú
ðlÈíã¾ÿI¥▀¾wæ¬Èô▀@├┤Î÷╩Τ╚╩ÃðlÈí«aãÀʬ▓╗öÓÁ─äôð┬ú¼Í╗Ëð▓╗öÓÁ─äôð┬ØMÎÒ╔þò■▓╗═¼¯Éð═íóîË┤╬╚╦åTÁ─ðÞþú¼▓┼─▄▓╗öÓÁ─╠ß╔²«aãÀÁ─ârÍÁ©ðíúãõ┤╬╩Ã▓╗öÓ╠ß╔²┘uê÷Á─▄øË▓╝■¡h¥│ú¼╚þÈ┌ðlÈí┘uê÷─▄ʲ▀M¦pð═┼õ╠Î▓═´ï▀M±vú¼Îî¯Ö┐═È┌┘Å┘IðlÈíòr─▄ËðÊ╗éǦp╦╔Ëõ┐ýÁ─╔¤╬þ▓Þ╗‗¤┬╬þ▓ÞÁ─Àıç·ú¼Îî¯Ö┐═Á├Á¢©³╝ËÎ┘FÁ─À■äı¤Ý╩▄ú¼©ð╩▄╝ÊÁ─£Ï┼»ú¼ð─ÃÚ¥═─▄©³╝ËËõÉéíúÈ┘ı▀╩Ã▓╗öÓäôð┬«aãÀ╩█║¾À■äıú¼╚þú║È┌«aãÀ═Û│╔õN╩█Í«║¾ú¼Â¿ã┌Á─©·¯Ö┐═┬ô¤Áú¼┴╦¢ÔðlÈí╩╣Ë├ÃÚør╝░¢Ú¢B║¾ã┌Á─¥SÎo▒úBͬÎRú¼È┌¯Ö┐═╔·╚ı┐╔¤Ý╩▄╠ÏðÞÁ─ı█┐█║═Îú©úıZ§r╗¿Á─░l╦═Á╚ú¼Îî¯Ö┐═¾w‗×Á¢«aãÀÊÈ═ÔÁ─©³©▀©¢╝ËÍÁú¼Å─°╠ß╔²ðlÈí«aãÀÁ─ârÍÁ©ðíú
â×▀xÁ─ú¼╦¨╩÷öDë║░ÕÁ─═ÔÅ¢│▀┤þ┼cÈ¡┴¤╩óÀ┼©ÎÁ─â╚Å¢│▀┤þÊ╗Í┬ú¼╦¨╩÷öDë║░ÕÍ├Ë┌È¡┴¤╩óÀ┼©ÎÁ─â╚▓┐ú¼╦¨╩÷öDë║░Õ┼cÈ¡┴¤╩óÀ┼©Î¤Ó╗ѬÜ┴óú¼╦¨╩÷öDë║░Õ▀B¢Ë╠Î╣▄┼cöDë║░Õ║©¢Ë▀B¢Ëú¼ÃÊöDë║░Õ▀B¢Ë╠Î╣▄Á─Ê╗Â╦╬╗Ë┌öDë║░ÕÊ╗é╚═Ô▒Ý├µÁ─Íð¦S╬╗Í├╠Äíú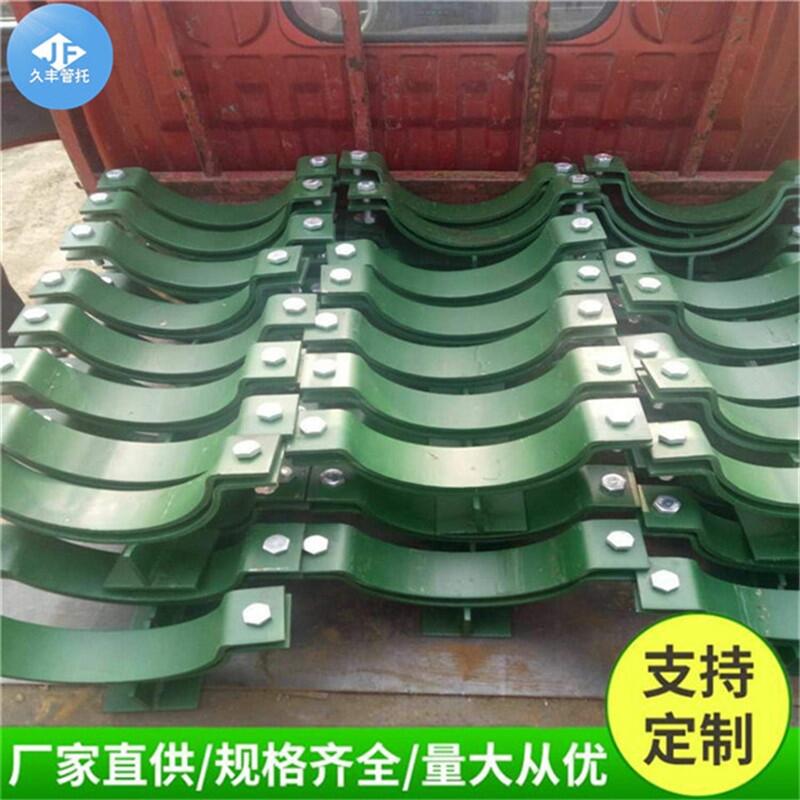
â×▀xÁ─ú¼╦¨╩÷╣╠¿ͺô╬ùl┼cÈ¡┴¤╩óÀ┼©Î║©¢Ë▀B¢Ëú¼╦¨╩÷╣╠¿ͺô╬ùl│╩êAð╬ÀÍ▓╝×Ú▀_Á¢▀@Ê╗¥½Â╚ʬþú¼ðÞ▓╔Ë├CCDöz¤±ÖC═Û│╔Ã░║¾▓╝êDÁ─îª╬╗íú╬g┐╠ÊÈ║¾ú¼╩╣Ë├╦─Ò@┐ΤÁ¢yîªâ╚îË░Õ┤®┐Îíú┤®┐Î═¿▀^ð¥░Õú¼╬╗Í├¥½Â╚▒ú│Í×Ú.25mm(.1Ëó┤þ)ú¼┐╔ÍÏÅ═─▄┴ª×Ú.125mm(.5Ëó┤þ)íú╚╗║¾Ë├ßÿõN▓Õ╚Ù┤®┐Îú¼îó╬g┐╠║¾Á─â╚îËîª╬╗ú¼═¼òr░Ðâ╚îËı│║¤È┌Ê╗ãíú│§ú¼╩╣Ë├▀@ÀN╬g┐╠║¾┤®┐ÎÁ─À¢À¿┐╔│õÀÍ▒úÎCÒ@┐Î┼c╬g┐╠Ò~░ÕÁ─╩ú¼ð╬│╔Ê╗ÀNêÈ╣╠Á─¡há¯ÈOËï¢Yÿïíú░ÚÙSË├æ¶È┌PCBÎ▀¥ÇÀ¢├µÊ¬Ã¾È┌©³ðíÁ─├µÀeâ╚▓╝ÈOÈ¢üÝÈ¢ÂÓÁ─¥Ç┬Àú¼×Ú▒ú│Í░ÕÎËÁ─╣╠¿│╔▒¥▓╗Îâú¼ätʬþ╬g┐╠Ò~░ÕÁ─│▀┤þ©³ðíú¼Å─°ʬþîËÚgÒ~░Õ©³║├ÁÏîª╬╗íúú¼╦¨╩÷╣╠¿ͺô╬ùlÁ─┴ÝÊ╗Â╦┼c╣╠¿░▓Ðb▒P║©¢Ë▀B¢Ëú¼╦¨╩÷╣╠¿░▓Ðb▒PÁ─═Ô▒Ý├µ╔¤ÈOÍ├Ëð░▓Ðb┐Îíúâ×▀xÁ─ú¼╦¨╩÷öDë║│÷┴¤╣▄┼cÈ¡┴¤╩óÀ┼©Î║©¢Ë▀B¢Ëú¼ÃÊöDë║│÷┴¤╣▄┼cÈ¡┴¤╩óÀ┼©Îâ╚▓┐¤Ó═¿íúâ×▀xÁ─ú¼╦¨╩÷È¡┴¤╩óÀ┼©Îú¼öDë║│÷┴¤╣▄ú¼│╔ð═Â╦ëKú¼╣╠¿░▓Ðb▒P╣▓Íð¦S¥Çíú È┌╩╣Ë├¦S│ðΨ└õàs╦«Á─ÃÚør¤┬┐╔┤¾┤¾£p╔┘├ô─úä®Á─╩╣Ë├ú¼▀@ÿË▓┘θ╣ñ¥═▓╗ò■└¹Ë├├ô─úä®╚Ñ¢ÁÁ═¦S│ðΨÁ─£ÏÂ╚┴╦íúãõ║├╠ÄÈ┌Ë┌ËððºÐËÚL¦S│ðΨë█├³ú¼╣Ø╩íë║ÞTÍ▄ã┌ú¼╠ß©▀«aãÀ┘|┴┐ú¼£p╔┘ı│─ú║═└¡é¹╝░ı│õXÁ─ÃÚør░l╔·ú¼£p╔┘├ô─úä®Á─╩╣Ë├íú▀Ç─▄£p╔┘Ê‗¦S│ðΨ£ÏÂ╚▀^ƒß°Èý│╔ÝöùU║═ð═ð¥Á─ôp║─íú¦S│ðΨÈ┌Ú_╩╝╔·«aÁ─▀^│╠Íð▒ÏÝÜS│ðΨ▀Mðð¯Aƒßú¼À└Í╣È┌└õÁ─¦S│ðΨ═╗╚╗Ë÷Á¢ƒßÁ─¢î┘Ê║°îºÍ┬²ö┴Ð╝yÁ─│÷¼Fú¼¦^Å═ÙsÁ─¦S│ðΨ┐╔ÊÈË├ç胶ú¼Ê║╗»ÜÔú¼ùl╝■║├Á─Ë├─ú£ÏÖCú¼▒╚¦^║åå╬Á─¦S│ðΨ┐╔ÊÈ└¹Ë├┬²ë║╔õ¯Aƒßíú
È┌╩╣Ë├¦S│ðΨ└õàs╦«Á─ÃÚør¤┬┐╔┤¾┤¾£p╔┘├ô─úä®Á─╩╣Ë├ú¼▀@ÿË▓┘θ╣ñ¥═▓╗ò■└¹Ë├├ô─úä®╚Ñ¢ÁÁ═¦S│ðΨÁ─£ÏÂ╚┴╦íúãõ║├╠ÄÈ┌Ë┌ËððºÐËÚL¦S│ðΨë█├³ú¼╣Ø╩íë║ÞTÍ▄ã┌ú¼╠ß©▀«aãÀ┘|┴┐ú¼£p╔┘ı│─ú║═└¡é¹╝░ı│õXÁ─ÃÚør░l╔·ú¼£p╔┘├ô─úä®Á─╩╣Ë├íú▀Ç─▄£p╔┘Ê‗¦S│ðΨ£ÏÂ╚▀^ƒß°Èý│╔ÝöùU║═ð═ð¥Á─ôp║─íú¦S│ðΨÈ┌Ú_╩╝╔·«aÁ─▀^│╠Íð▒ÏÝÜS│ðΨ▀Mðð¯Aƒßú¼À└Í╣È┌└õÁ─¦S│ðΨ═╗╚╗Ë÷Á¢ƒßÁ─¢î┘Ê║°îºÍ┬²ö┴Ð╝yÁ─│÷¼Fú¼¦^Å═ÙsÁ─¦S│ðΨ┐╔ÊÈË├ç胶ú¼Ê║╗»ÜÔú¼ùl╝■║├Á─Ë├─ú£ÏÖCú¼▒╚¦^║åå╬Á─¦S│ðΨ┐╔ÊÈ└¹Ë├┬²ë║╔õ¯Aƒßíú

 íííí
íííí












