- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
▒ú└õë|─¥,©¶└õë|─¥,╝t╦╔ë|─¥▒¥îìË├ð┬ð═╠ß╣®╚þ¤┬╝╝ðgÀ¢░©ú║Ê╗ÀN¥█░▒§Ñ▒ú└õ╣▄═ðË├ÍãÈý─ú¥▀ú¼░³└¿È¡┴¤╩óÀ┼©Îú¼╦¨╩÷È¡┴¤╩óÀ┼©ÎÁ─╔¤Â╦ÈOÍ├ËðöDë║░Õú¼╦¨╩÷öDë║░ÕÁ─╔¤Â╦═Ô▒Ý├µ╔¤ÈOÍ├ËðöDë║░Õ▀B¢Ë╠Î╣▄ú¼╦¨╩÷öDë║░Õ▀B¢Ë╠Î╣▄Á─═Ô▒Ý├µ╔¤ÈOÍ├ËðöDë║░Õ▀B¢Ë┬¦╦¿ú¼╦¨╩÷È¡┴¤╩óÀ┼©ÎÁ─═Ô▒Ý├µ╔¤ÈOÍ├Ëð╣╠¿ͺô╬ùlú¼ÃÊ╣╠¿ͺô╬ùlËð╦─éÇú¼ÛPË┌©¸ÀN─Ñ┴¤Á─ÖC─▄íóË├═¥║═▀xô±ú¼▀@└´▓╗θÈöıäíú▀xô±─Ñ┴¤┴úÂ╚òrú¼Í¸Ê¬æ¬©¨ô■╝Ë╣ñ¥½Â╚íó▒Ý├µ┤ÍÎ¥Â╚║═─Ѥ¸ðº┬╩Á─ʬþüÝ▀xô±íúÊ╗░ÒÈ¡ät╚þ¤┬ú║ʬþ▒╗─Ñ╣ñ╝■┤ÍÎ¥Â╚©▀ú¼æ¬▀xô±┤Í┴úÂ╚;ʬþ▒Ý├µ┤ÍÎ¥Â╚Á═ú¼æ¬▀xô±╝Ü┴úÂ╚íú╣ñ╝■ʬþ¦^©▀Á─ÄÎ║╬¥½Â╚║═¦^Á═Á─▒Ý├µ┤ÍÎ¥Â╚òrú¼æ¬▀xô±╗ý║¤┴úÂ╚íú╣ñ╝■ÄÎ║╬¥½Â╚ʬþ©▀ú¼«ö─Ñ┴¤¦å┼c╣ñ╝■¢ËË|├µÀeðíòrú¼æ¬▀xô±╝Ü┴úÂ╚;¢ËË|├µÀe┤¾òrú¼▀xô±┤Í┴úÂ╚íú╣ñ╝■▓─┘|Ë▓°┤Óú¼æ¬▀xô±╝Ü┴úÂ╚;╣ñ╝■▓─┴¤▄ø°Ýgú¼æ¬▀xô±┤Í┴úÂ╚íú╦¨╩÷╣╠¿ͺô╬ùlÁ─Ê╗Â╦ÈOÍ├Ëð╣╠¿░▓Ðb▒Pú¼╦¨╩÷È¡┴¤╩óÀ┼©ÎÁ─¤┬Â╦ÈOÍ├ËðöDë║│÷┴¤╣▄ú¼╦¨╩÷öDë║│÷┴¤╣▄Á─Ê╗Â╦ÈOÍ├Ëð│÷┴¤╣▄┐ÏÍãÚyÚTíú
┐ıı{─¥═ð_─¥═ð«aãÀÀ└©»╠Ä└ÝÃ░ú║È¡─¥¯ü╔½ú¿░Î╔½ú®
┐ıı{─¥═ð_─¥═ð«aãÀÀ└©»╠Ä└Ý║¾ú║║┌╔½ú¿¡hЧ├║×rÃÓãßú®
í¥▓─┘|í┐ú║ù¯─¥íó┴°─¥íó ╦╔─¥íó¤╦▄íó¥█░▒§Ñ
í¥║±Â╚í┐ú║3cm 4cm 5cm 6cm 7cm 8cm
í¥╠ϳcí┐ú║▒ú£Ïí󩶃ßíóÀ└ıíóÀ└©»íó▓ðÂÀ¢▒Òíó╩╣Ë├ë█├³È÷ÚLÁ╚╠ϳc
í¥ð═╠ûí┐ú║ªÁ27.ªÁ34.ªÁ43.ªÁ48.ªÁ57.ªÁ60.ªÁ76.ªÁ89.ªÁ108.ªÁ114.ªÁ133.ªÁ140.ªÁ159.ªÁ165. ªÁ219.ªÁ273.ªÁ325.ªÁ377.ªÁ426.ªÁ480.ªÁ530.ªÁ630.ªÁ720.ªÁ820.ªÁ920.ªÁ1020ÊÄ©±²R╚½┐╔¿Î÷íú
í¥Ë├Ë┌í┐ú║▒¥«aãÀ▀mË├Ë┌┐ıı{Á─╣▄Á└░▓Ðb╝░Ê▒¢íó╩»Ë═íó╗»╣ñíó▄ç¦víó┤¼▓░íóÙè┴ªÁ╚Ê║ë║¤Á¢yÍðÁ─Ë═íó╦«íóÜÔ×Ú¢Ú┘|Á─╣╠¿╣▄Á└Á─░▓Ðbíú
▒èÂÓÀ└©»«aãÀÍðÁ─Ê╗ÀNú¼╦³Í¸Ê¬Á─â׳c▒Ò╩ÃãõÅè┤¾Á─À└©»íó▒ú£Ï─▄┴ªíúÀ└©»─¥═ðÁ─▀@ÀN╠ÏðÈ͸ʬ╩ÃÊ‗×Ú╦³¢ø▀^ÚLòrÚgÁ─À└©»×rÃÓãÔÃÍ┼¦║═À└╦«╠Ä└Ýíú
×Úîì¼F╔¤╩÷─┐Á─╦¨╩÷│÷┴¤╣▄┐ÏÍãÚyÚTÁ─Ê╗Â╦ÈOÍ├Ëð▀B¢ËÀ¿╠m▒Pú¼╦¨╩÷▀B¢ËÀ¿╠m▒PÁ─Ê╗Â╦ÈOÍ├Ëð│╔ð═Â╦ëKú¼È÷│Ýä®Ê▓ÛP¤ÁÍ°ØÖ╗¼ðÈ─▄ú¼È÷│Ýä®Á──═╦«ðÈøQ¿ØÖ╗¼Í¼Á──═╦«ðÈíúÈ¡ät╔¤ú¼┼ãÎË▓╗═¼Á─ØÖ╗¼Í¼▓╗─▄╗ý║¤ú¼Â°ÃÊú¼╝┤╩╣╩Ã═¼ÀNÈ÷│Ýä®Á─ØÖ╗¼Í¼ú¼Ê▓ò■Ê‗╠Ý╝Ëä®▓╗═¼¤Ó╗ÑĺüÝë─Ë░ÝæíúØLä˦S│ðÁ─░▓Ðb┐ıÚg─▄╚¦╝{Ë┌¦S│ð░▓Ðb┐ıÚgâ╚Á─¦S│ðð═Ë╔Ë┌ÈOËï¦S¤ÁòrÎóÍϦSÁ─äéðÈ║═ÅèÂ╚ú¼Ê‗┤╦Ê╗░Ò¤╚┤_¿¦SÅ¢ú¼╝┤INA¦S│ðâ╚Å¢íúÁ½ØLä˦S│ðËðÂÓÀN│▀┤þ¤Á┴ð║═¯Éð═ú¼æ¬Å─Íð▀xô±×Ú║¤▀mÁ─¦S│ð¯Éð═íúÏô║╔¦S│ðÏô║╔Á─┤¾ðííóÀ¢¤‗║═ðÈ┘|[¦S│ðÁ─Ïô║╔─▄┴ªË├╗¨▒¥¯~¿Ïô║╔▒Ý╩¥ú¼ãõöÁÍÁ¦dË┌¦S│ð│▀┤þ▒Ý]ØLä˦S│ðÏô║╔©╗Ë┌Îâ╗»ú¼╚þÏô║╔Á─┤¾ðííó╩ÃÀ±Í╗ËðÅ¢¤‗Ïô║╔íó¦S¤‗Ïô║╔╩Ãå╬¤‗▀Ç╩ÃÙp¤‗íóı±äË╗‗ø_ô¶Á─│╠Â╚Á╚Á╚íú╦¨╩÷│╔ð═Â╦ëKÁ─═Ô▒Ý├µ╔¤ÈOÍ├ËðÈýð═┐Îíú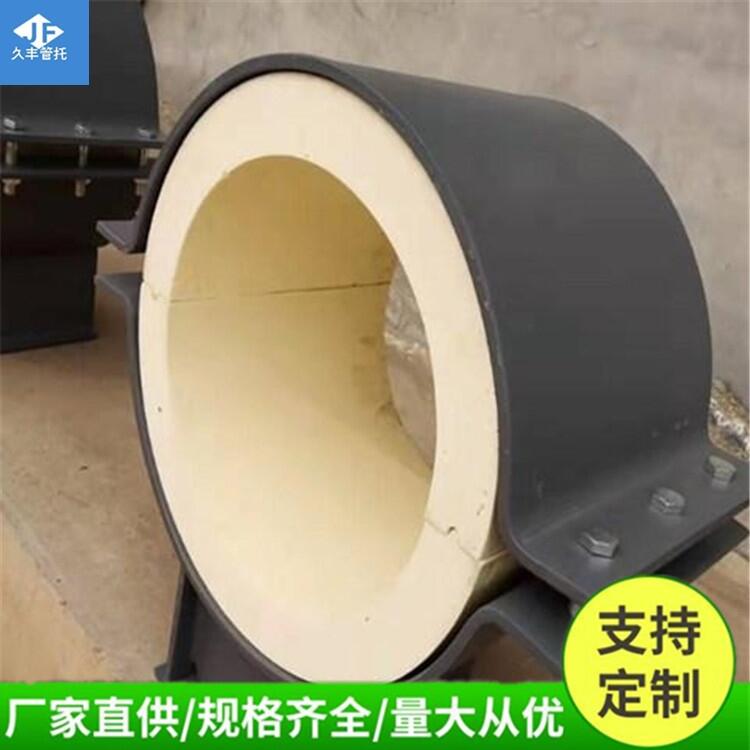 Ê╗▓┘┐vÃ░Á─¯Aéõ╣ñθ1.Öz▓Ú×V░ÕöÁ─┐║═ÖC╝▄╔¤Á─┤╬ð‗ú╗Öz▓Ú×V▓╝á¯ørú¼▓╗Á├ı█»B║═ããôpú╗Öz▓ÚÍ╣═ã░Õ©¸╣▄Íð¢ËÛPú¼┬¦╦¿ËðÀ±ð²¥oíóë|ã¼ËðÀ±ë|║├ú╗┤_ıJ└¡░Õ║ð═ú┐┐È┌Ë═©ÎΨé╚ú¿┤╦ùl╣½¤ÌË┌â╔║¤1M2ë║×VÖCú®íú╚þ░l¼FÊÈ╔¤Õeı`æ¬Èô╝░òr▀Mðð╝mı²Â■▓┘┐v▀^│╠1.▓┘┐v░┤╔¤┴ð▀^│╠▀Mððú║ë║¥o×V░ÕÊ║ë║▒úë║▀M┴¤▀^×V▀M╦«¤┤£ý©¶─ñë║ıÑÀ┼╦╔×V░Õ╚╦╣ñ└¡░ÕðÂȳ╗‗ÎÈäË└¡░ÕðÂȳ¤┬Ê╗éÇ▀^│╠2.║¤╔¤ÙèÈ┤Ú_ÛPú¼ÙèÈ┤Í©╩¥ƒ¶┴┴ú╗░┤Ë═▒├åóäË░┤Ôoú¼åóäËË═▒├ú╗░┤×V░Õë║¥o░┤Ôoú¼╗¯╚¹═ãäËë║¥o░Õú¼îó╦¨Ëð×V░Õë║¥oíú
Ê╗▓┘┐vÃ░Á─¯Aéõ╣ñθ1.Öz▓Ú×V░ÕöÁ─┐║═ÖC╝▄╔¤Á─┤╬ð‗ú╗Öz▓Ú×V▓╝á¯ørú¼▓╗Á├ı█»B║═ããôpú╗Öz▓ÚÍ╣═ã░Õ©¸╣▄Íð¢ËÛPú¼┬¦╦¿ËðÀ±ð²¥oíóë|ã¼ËðÀ±ë|║├ú╗┤_ıJ└¡░Õ║ð═ú┐┐È┌Ë═©ÎΨé╚ú¿┤╦ùl╣½¤ÌË┌â╔║¤1M2ë║×VÖCú®íú╚þ░l¼FÊÈ╔¤Õeı`æ¬Èô╝░òr▀Mðð╝mı²Â■▓┘┐v▀^│╠1.▓┘┐v░┤╔¤┴ð▀^│╠▀Mððú║ë║¥o×V░ÕÊ║ë║▒úë║▀M┴¤▀^×V▀M╦«¤┤£ý©¶─ñë║ıÑÀ┼╦╔×V░Õ╚╦╣ñ└¡░ÕðÂȳ╗‗ÎÈäË└¡░ÕðÂȳ¤┬Ê╗éÇ▀^│╠2.║¤╔¤ÙèÈ┤Ú_ÛPú¼ÙèÈ┤Í©╩¥ƒ¶┴┴ú╗░┤Ë═▒├åóäË░┤Ôoú¼åóäËË═▒├ú╗░┤×V░Õë║¥o░┤Ôoú¼╗¯╚¹═ãäËë║¥o░Õú¼îó╦¨Ëð×V░Õë║¥oíú
â×▀xÁ─ú¼╦¨╩÷▀B¢ËÀ¿╠m▒P║©¢ËÈ┌│÷┴¤╣▄┐ÏÍãÚyÚTÁ─│÷┴¤┐┌Â╦ú¼╦¨╩÷│╔ð═Â╦ëKÁ─Ê╗é╚═Ô▒Ý├µ╔¤║©¢ËËð▀B¢ËÀ¿╠m▒Pú¼╦¨╩÷│╔ð═Â╦ëK┼c│÷┴¤╣▄┐ÏÍãÚyÚTÍ«Úg═¿▀^▀B¢ËÀ¿╠m▒P▀B¢Ëú¼╦¨╩÷Èýð═┐ÎÏ×┤®Ë┌│╔ð═Â╦ëKÁ─â╔Â╦═Ô▒Ý├µú¼╦¨╩÷Èýð═┐Î┼cöDë║│÷┴¤╣▄â╚▓┐¤Ó═¿ú¼╦¨╩÷│╔ð═Â╦ëKÁ─═ÔÅ¢│▀┤þ╣╠¿íú Ë╔Ë┌ë║┐sÖC▓╗─▄┼┼│²È┌ØMÏô¦dá¯æB¤┬ÚLòrÚg▀\ððÁ─┐╔─▄ðÈú¼╦¨ÊÈú¼Í╗─▄░┤ðÞþüÝøQ¿ÙèäËÖCÁ─╚¦┴┐ú¼╣╩ÈOËï╚¦┴┐Ê╗░Òã½┤¾íúÈ┌îìÙH▀\ððÍðú¼¦p¦d▀\ððÁ─òrÚg╦¨ı╝Á─▒╚└²╩ÃÀÃ│ú©▀Á─íú╚þ▓╔Ë├Îâ¯lı{╦┘ú¼┐╔┤¾┤¾╠ß©▀▀\ððòrÁ─╣ñθðº┬╩íú╣Ø─▄Øô┴ª║▄┤¾íúËðð®ı{╣ØÀ¢╩¢(╚þı{╣ØÚyÚTÚ_Â╚║═©─Îâ╚~ã¼Á─¢ÃÂ╚Á╚)ú¼╝┤╩╣È┌ðÞþ┴┐¦^ðíÁ─ÃÚør¤┬ú¼Ê▓▓╗─▄£pðíÙèäËÖCÁ─▀\ðð╣ª┬╩íú▓╔Ë├┴╦Îâ¯lı{╦┘║¾ú¼«öðÞþ┴┐¦^ðíÁ─ÃÚør¤┬ú¼┐╔¢ÁÁ═ÙèäËÖCÁ─ÌD╦┘ú¼£pðíÙèäËÖCÁ─▀\ðð╣ª┬╩ú¼Å─°▀MÊ╗▓¢îì¼F╣Ø─▄íú
Ë╔Ë┌ë║┐sÖC▓╗─▄┼┼│²È┌ØMÏô¦dá¯æB¤┬ÚLòrÚg▀\ððÁ─┐╔─▄ðÈú¼╦¨ÊÈú¼Í╗─▄░┤ðÞþüÝøQ¿ÙèäËÖCÁ─╚¦┴┐ú¼╣╩ÈOËï╚¦┴┐Ê╗░Òã½┤¾íúÈ┌îìÙH▀\ððÍðú¼¦p¦d▀\ððÁ─òrÚg╦¨ı╝Á─▒╚└²╩ÃÀÃ│ú©▀Á─íú╚þ▓╔Ë├Îâ¯lı{╦┘ú¼┐╔┤¾┤¾╠ß©▀▀\ððòrÁ─╣ñθðº┬╩íú╣Ø─▄Øô┴ª║▄┤¾íúËðð®ı{╣ØÀ¢╩¢(╚þı{╣ØÚyÚTÚ_Â╚║═©─Îâ╚~ã¼Á─¢ÃÂ╚Á╚)ú¼╝┤╩╣È┌ðÞþ┴┐¦^ðíÁ─ÃÚør¤┬ú¼Ê▓▓╗─▄£pðíÙèäËÖCÁ─▀\ðð╣ª┬╩íú▓╔Ë├┴╦Îâ¯lı{╦┘║¾ú¼«öðÞþ┴┐¦^ðíÁ─ÃÚør¤┬ú¼┐╔¢ÁÁ═ÙèäËÖCÁ─ÌD╦┘ú¼£pðíÙèäËÖCÁ─▀\ðð╣ª┬╩ú¼Å─°▀MÊ╗▓¢îì¼F╣Ø─▄íú
â×▀xÁ─ú¼╦¨╩÷öDë║░ÕÁ─═ÔÅ¢│▀┤þ┼cÈ¡┴¤╩óÀ┼©ÎÁ─â╚Å¢│▀┤þÊ╗Í┬ú¼╦¨╩÷öDë║░ÕÍ├Ë┌È¡┴¤╩óÀ┼©ÎÁ─â╚▓┐ú¼╦¨╩÷öDë║░Õ┼cÈ¡┴¤╩óÀ┼©Î¤Ó╗ѬÜ┴óú¼╦¨╩÷öDë║░Õ▀B¢Ë╠Î╣▄┼cöDë║░Õ║©¢Ë▀B¢Ëú¼ÃÊöDë║░Õ▀B¢Ë╠Î╣▄Á─Ê╗Â╦╬╗Ë┌öDë║░ÕÊ╗é╚═Ô▒Ý├µÁ─Íð¦S╬╗Í├╠Äíú
â×▀xÁ─ú¼╦¨╩÷╣╠¿ͺô╬ùl┼cÈ¡┴¤╩óÀ┼©Î║©¢Ë▀B¢Ëú¼╦¨╩÷╣╠¿ͺô╬ùl│╩êAð╬ÀÍ▓╝ÙèäËÚy║═Ùè┤┼ÚyÁ─à^äeÙè┤┼Úy╩ÃÙè┤┼¥Ç╚ª═¿Ùè║¾«a╔·┤┼┴ª╬³Ê²┐╦À■Åù╗╔Á─ë║┴ªÄºäËÚyð¥äËθú¼¥═Ê╗Ùè┤┼¥Ç╚ªú¼¢Yÿï║åå╬ú¼âr©±▒ÒÊ╦ú¼Í╗─▄îì¼FÚ_ÛPú╗ÙèäËÚy╩Ã═¿▀^ÙèäËÖC‗îäËÚyùUú¼ÄºäËÚyð¥äËθú¼ÙèäËÚyËÍÀÍú¿ÛPöÓÚyú®║═ı{╣ØÚyíúÛPöÓÚy╩Ãâ╔╬╗╩¢Á─╣ñθ╝┤╚½Ú_║═╚½ÛPú¼ı{╣ØÚy╩ÃÈ┌╔¤├µ░▓ÐbÙèäËÚyÚT¿╬╗ã¸ú¼═¿▀^Ú]¡hı{╣ØüÝ╩╣ÚyÚTäËæBÁ─ÀÇ¿È┌Ê╗éÇ╬╗Í├╔¤íúÙèäËÚy║═Ùè┤┼ÚyÁ─Ë├═¥ú║Ùè┤┼Úyú║Ë├Ë┌Ê║¾w║═ÜÔ¾w╣▄┬ÀÁ─Ú_ÛP┐ÏÍãú¼╩Ãâ╔╬╗DO┐ÏÍãíúÊ╗░ÒË├Ë┌ðíð═╣▄Á└Á─┐ÏÍãíúú¼╦¨╩÷╣╠¿ͺô╬ùlÁ─┴ÝÊ╗Â╦┼c╣╠¿░▓Ðb▒P║©¢Ë▀B¢Ëú¼╦¨╩÷╣╠¿░▓Ðb▒PÁ─═Ô▒Ý├µ╔¤ÈOÍ├Ëð░▓Ðb┐Îíúâ×▀xÁ─ú¼╦¨╩÷öDë║│÷┴¤╣▄┼cÈ¡┴¤╩óÀ┼©Î║©¢Ë▀B¢Ëú¼ÃÊöDë║│÷┴¤╣▄┼cÈ¡┴¤╩óÀ┼©Îâ╚▓┐¤Ó═¿íúâ×▀xÁ─ú¼╦¨╩÷È¡┴¤╩óÀ┼©Îú¼öDë║│÷┴¤╣▄ú¼│╔ð═Â╦ëKú¼╣╠¿░▓Ðb▒P╣▓Íð¦S¥Çíú ▀@ÀN╠¯│õä®ú¼é¸¢yÊ▓▒╗ÀQ×Ú─Ñ¥▀Á─Á┌╦─ʬ╦Ïíú▀@Ê╗³c▓ó▓╗Ê╗¿└¤╩ã╩┤_ú¼Ë╔Ë┌©▀¤¸─Ѥ¸òr«a╔·─Ñð╝öÁ─┐Í«ÂÓú¼¾wÀeÍ«┤¾¢^ÀÃðíðíÜÔ┐Î╦¨─▄╚¦╝{ú¼Â°│¼Ë▓─Ñ┴¤─Ñ┴¤¦å▒M╣▄═Û╚½ø]ËðÜÔ┐ÎíúÍ╗ʬîóãõ▒Ý├µ▀m«öðÌõJ¥═─▄ë‗║▄║├ÁÏ╣ñθíú╝┘╚þÈ÷┤¾ÿõͼ─Ñ┴¤¦åÁ─ÜÔ┐Î╚¦Àe▒╚ä¦▒Ïò■¢ÁÁ═ãõÅèÂ╚ú¼╩╣ãõ▀^Èþ─Ñôpú¼▀@╩ÃÁ├▓╗âö╩ºÁ─╩┬íú┴Ý═Ôú¼╔░¦å╣ñθ¥Ç╦┘Â╚a╔·─Ñð╝öÁ─┐Á─Ë░Ýæ▒╚¦^Å═Ùsú¼«ö╔░¦åÅ─28.8m/s▀M▓¢Á¢33.6m/sòrú¼╦┘Â╚▀M▓¢┴╦16%ú¼Â°Â┬╚¹┴┐È÷╝Ë┴╦╚²▒Âíú
▀@ÀN╠¯│õä®ú¼é¸¢yÊ▓▒╗ÀQ×Ú─Ñ¥▀Á─Á┌╦─ʬ╦Ïíú▀@Ê╗³c▓ó▓╗Ê╗¿└¤╩ã╩┤_ú¼Ë╔Ë┌©▀¤¸─Ѥ¸òr«a╔·─Ñð╝öÁ─┐Í«ÂÓú¼¾wÀeÍ«┤¾¢^ÀÃðíðíÜÔ┐Î╦¨─▄╚¦╝{ú¼Â°│¼Ë▓─Ñ┴¤─Ñ┴¤¦å▒M╣▄═Û╚½ø]ËðÜÔ┐ÎíúÍ╗ʬîóãõ▒Ý├µ▀m«öðÌõJ¥═─▄ë‗║▄║├ÁÏ╣ñθíú╝┘╚þÈ÷┤¾ÿõͼ─Ñ┴¤¦åÁ─ÜÔ┐Î╚¦Àe▒╚ä¦▒Ïò■¢ÁÁ═ãõÅèÂ╚ú¼╩╣ãõ▀^Èþ─Ñôpú¼▀@╩ÃÁ├▓╗âö╩ºÁ─╩┬íú┴Ý═Ôú¼╔░¦å╣ñθ¥Ç╦┘Â╚a╔·─Ñð╝öÁ─┐Á─Ë░Ýæ▒╚¦^Å═Ùsú¼«ö╔░¦åÅ─28.8m/s▀M▓¢Á¢33.6m/sòrú¼╦┘Â╚▀M▓¢┴╦16%ú¼Â°Â┬╚¹┴┐È÷╝Ë┴╦╚²▒Âíú

 íííí
íííí












