- 產品
- 供應
- 公司
- 新聞
隔冷木塊的隔熱本實用新型提供如下技術方案:一種聚氨酯保冷管托用制造模具,包括原料盛放缸,所述原料盛放缸的上端設置有擠壓板,所述擠壓板的上端外表面上設置有擠壓板連接套管,所述擠壓板連接套管的外表面上設置有擠壓板連接螺栓,所述原料盛放缸的外表面上設置有固定支撐條,且固定支撐條有四個,防爆工具(防爆材料)就和普通鋼制工具不一樣,由于銅的良好導熱性能及幾乎不含碳,工具在和物體摩擦或撞擊時,短時間內產生的熱量被吸收及傳導,另一原因由于銅本身相對較軟,摩擦和撞擊時有很好的退讓性,不易產生微小金屬顆粒,于是我們幾乎看不到火花。其實,我們在做防爆材料的沖擊試驗和摩擦試驗時,在試驗倉內還是可以看到火花的,因為這兩種試驗是在高速下落和摩擦的情況下進行的,這種沖擊和摩擦會產生微小金屬顆粒以及短時間內產生大量的熱量。所述固定支撐條的一端設置有固定安裝盤,所述原料盛放缸的下端設置有擠壓出料管,所述擠壓出料管的一端設置有出料管控制閥門。
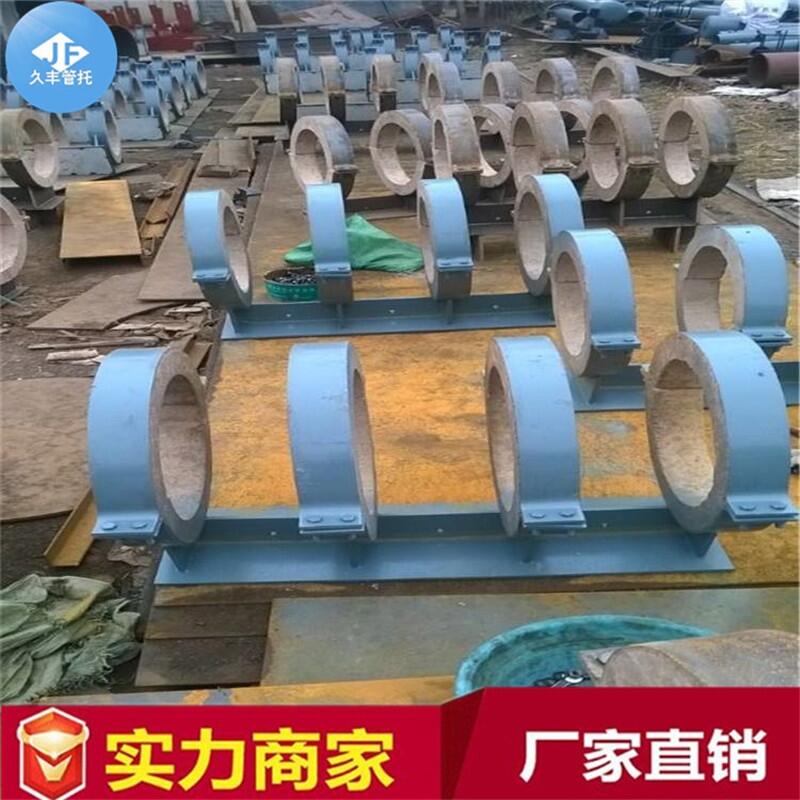
空調木托_木托產品防腐處理前:原木顏色(白色)
空調木托_木托產品防腐處理后:黑色(環氧煤瀝青漆)
【材質】:楊木、柳木、 松木、橡塑、聚氨酯
【厚度】:3cm 4cm 5cm 6cm 7cm 8cm
【特點】:保溫、隔熱、防震、防腐、拆卸方便、使用壽命增長等特點
【型號】:Φ27.Φ34.Φ43.Φ48.Φ57.Φ60.Φ76.Φ89.Φ108.Φ114.Φ133.Φ140.Φ159.Φ165. Φ219.Φ273.Φ325.Φ377.Φ426.Φ480.Φ530.Φ630.Φ720.Φ820.Φ920.Φ1020規格齊全可定做。
【用于】:本產品適用于空調的管道安裝及冶金、石油、化工、車輛、船舶、電力等液壓系統中的油、水、氣為介質的固定管道的安裝。
眾多防腐產品中的一種,它主要的優點便是其強大的防腐、保溫能力。防腐木托的這種特性主要是因為它經過長時間的防腐瀝青柒侵泡和防水處理。
為實現上述目的所述出料管控制閥門的一端設置有連接法蘭盤,所述連接法蘭盤的一端設置有成型端塊,壓刷橫掃容器的重疊間隙為:單個壓刷為1mm~15mm,組合壓刷為5mm~1mm。清洗刷距離海綿的位置為1mm~2mm。壓瓶頭的調節。壓瓶頭在沒有瓶子時應比有瓶子時低2mm。標簽盒的調節:標盒中心線,標站中心軸與標簽紙相切,標板中心軸三點成一線,調整標板與標簽紙相切(距離),再將標盒移近1mm~2mm即可。標紙在標盒與兩邊壓條的間隙應在.8mm-1mm之間,間隙太大造成標紙在標盒里移位,出現斜標,間隙太小會造成推標不暢。所述成型端塊的外表面上設置有造型孔。 自2世紀7年代以來,高速鋼刀具的市場份額逐漸被硬質合金刀具所蠶食。但近年來,隨著粉末冶金高速鋼(P/MHSS)刀具切削性能的提高,高速鋼刀具的市場占有率又有所回升。與普通高速鋼刀具相比,粉末冶金高速鋼刀具硬度更高、韌性更好、更耐磨損,因此在某些應用領域(如高沖擊性、大切除量的加工場合),粉末冶金高速鋼刀具有逐漸取代脆性較大、在切削沖擊下易發生碎裂的整體硬質合金刀具的趨勢。粉末冶金高速鋼制造工藝于2世紀6年代后期在瑞典開發成功,并于7年代初期進入市場。
自2世紀7年代以來,高速鋼刀具的市場份額逐漸被硬質合金刀具所蠶食。但近年來,隨著粉末冶金高速鋼(P/MHSS)刀具切削性能的提高,高速鋼刀具的市場占有率又有所回升。與普通高速鋼刀具相比,粉末冶金高速鋼刀具硬度更高、韌性更好、更耐磨損,因此在某些應用領域(如高沖擊性、大切除量的加工場合),粉末冶金高速鋼刀具有逐漸取代脆性較大、在切削沖擊下易發生碎裂的整體硬質合金刀具的趨勢。粉末冶金高速鋼制造工藝于2世紀6年代后期在瑞典開發成功,并于7年代初期進入市場。
優選的,所述連接法蘭盤焊接在出料管控制閥門的出料口端,所述成型端塊的一側外表面上焊接有連接法蘭盤,所述成型端塊與出料管控制閥門之間通過連接法蘭盤連接,所述造型孔貫穿于成型端塊的兩端外表面,所述造型孔與擠壓出料管內部相通,所述成型端塊的外徑尺寸固定。 在實施農網改造時,資金充足的條件下,要盡可能地提高建設改造標準,按照改一個,成一個的原則,保證所架設的絕緣線路、桿塔和各類金具、附件,能夠滿足配電變壓器終容量增至4kVA的需要進行選配。這樣,以后再進行增容改造時,則可以省去再改造線路的麻煩,提高投資效益。對于4kVA的配電變壓器,按照低壓有2回出線考慮,則每回出線的絕緣導線線徑至少應在12mm2及以上(鋁芯),選用15mm2。續件的選配問題絕緣導線所使用的各類接續件(金具、附件)必須是專用的(不建議使用穿刺線夾),不能僅為了降低改造時的工程造價,而使用非專用的接續件。在改造工程施工時,要堅持使用專用接續件的原則進行材料采購與施工;在竣工投運后的日常使用中,對于新增加的下戶引線(包括新裝客戶和各類臨時用電的情況),必須按照使用專用接續件的原則進行材料儲備。這樣,才能保證絕緣導線的安全使用壽命。距控制問題為了建設和諧新農村,供電企業有義務多分接一些下戶線,多安裝一些2表位和4表位的電能表箱,減少客戶的進戶線長度,規范客戶進戶線的安裝工藝,從根本上提高農村安全用電水平。
在實施農網改造時,資金充足的條件下,要盡可能地提高建設改造標準,按照改一個,成一個的原則,保證所架設的絕緣線路、桿塔和各類金具、附件,能夠滿足配電變壓器終容量增至4kVA的需要進行選配。這樣,以后再進行增容改造時,則可以省去再改造線路的麻煩,提高投資效益。對于4kVA的配電變壓器,按照低壓有2回出線考慮,則每回出線的絕緣導線線徑至少應在12mm2及以上(鋁芯),選用15mm2。續件的選配問題絕緣導線所使用的各類接續件(金具、附件)必須是專用的(不建議使用穿刺線夾),不能僅為了降低改造時的工程造價,而使用非專用的接續件。在改造工程施工時,要堅持使用專用接續件的原則進行材料采購與施工;在竣工投運后的日常使用中,對于新增加的下戶引線(包括新裝客戶和各類臨時用電的情況),必須按照使用專用接續件的原則進行材料儲備。這樣,才能保證絕緣導線的安全使用壽命。距控制問題為了建設和諧新農村,供電企業有義務多分接一些下戶線,多安裝一些2表位和4表位的電能表箱,減少客戶的進戶線長度,規范客戶進戶線的安裝工藝,從根本上提高農村安全用電水平。
優選的,所述擠壓板的外徑尺寸與原料盛放缸的內徑尺寸一致,所述擠壓板置于原料盛放缸的內部,所述擠壓板與原料盛放缸相互獨立,所述擠壓板連接套管與擠壓板焊接連接,且擠壓板連接套管的一端位于擠壓板一側外表面的中軸位置處。
優選的,所述固定支撐條與原料盛放缸焊接連接,所述固定支撐條呈圓形分布PCBN刀具中CBN顆粒含量較低,采用陶瓷作粘結劑,其硬度較低,但彌補了前一種材料熱穩定性差、化學惰性低的特點,適用淬硬鋼的切削加工。隨著現代科學技術的發展,各種高硬度的工程材料越來越多地被采用,而傳統的車削技術難以勝任或根本無法實現對某些高硬度材料的加工。涂層硬質合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高溫硬度、耐磨性和熱化學穩定性,這為高硬度材料的切削加工提供了基本的前提條件,并在生產中取得了明顯效益。,所述固定支撐條的另一端與固定安裝盤焊接連接,所述固定安裝盤的外表面上設置有安裝孔。優選的,所述擠壓出料管與原料盛放缸焊接連接,且擠壓出料管與原料盛放缸內部相通。優選的,所述原料盛放缸,擠壓出料管,成型端塊,固定安裝盤共中軸線。 球磨機螺旋筒外表面與中空軸內孑L為間隙配合,設計上間隙O.5ram,問隙1.12ram,球磨機螺旋筒安裝就位后,利用螺栓將螺旋筒法蘭與中空軸連結同定,使螺旋筒與中空軸無相對運動。巾于球磨機螺旋筒外表面與中空軸內孑L配合有間隙,在磨體旋轉的情況下,螺旋筒在中空軸內孔中做橢圓形軌跡的運動。另外,球磨機螺旋筒輸送物料過程中產生的軸向反作用力和鋼球錘擊產生的振動,造成連結螺栓松動形成滑絲現象,導致球磨機螺旋筒跑H移位。
球磨機螺旋筒外表面與中空軸內孑L為間隙配合,設計上間隙O.5ram,問隙1.12ram,球磨機螺旋筒安裝就位后,利用螺栓將螺旋筒法蘭與中空軸連結同定,使螺旋筒與中空軸無相對運動。巾于球磨機螺旋筒外表面與中空軸內孑L配合有間隙,在磨體旋轉的情況下,螺旋筒在中空軸內孔中做橢圓形軌跡的運動。另外,球磨機螺旋筒輸送物料過程中產生的軸向反作用力和鋼球錘擊產生的振動,造成連結螺栓松動形成滑絲現象,導致球磨機螺旋筒跑H移位。