- «a(ch¿ún)ãÀ
- ╣®æ¬(y¿®ng)
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
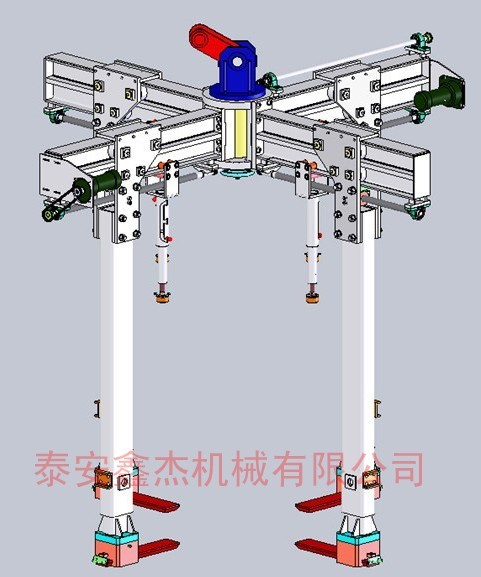
í¶ ÈO(sh¿¿)éõ╣ª─▄
RX-SJFJ-400ð═╚²¢Ã┴ó¾wÀÃ¥º¥ÝÞFð¥└@¥ÇÖC(j¿®)îúË├Ë┌┴ó¾w╚²¢Ãð╬ÀÃ¥º¥ÝÞFð─Îâë║㸥Ç╚ªÁ─└@Íãú¼ÈôÖC(j¿®)ð═▀xË├Á═ë║▓¡╩¢└@¥ÇÖC(j¿®)║═┴ó¾w╚²¢Ãð╬└@¥ÇÖC(j¿®)Á─¢Y(ji¿ª)║¤¾wú¼ÈO(sh¿¿)Ëï(j¿¼)╔·«a(ch¿ún)═Û│╔Á─Ê╗¾w╗»ÈO(sh¿¿)éõíúÊ▓┐╔═¿▀^(gu¿░)©³ôQ͸└@ÖC(j¿®)¯^θ×Úãı═¿▓¡└@ÖC(j¿®)║═ÎÈäË(d¿░ng)┼┼¥Ç└@¥ÇÖC(j¿®)╩╣Ë├íú
ÈO(sh¿¿)éõÎÈĺâ╔╠Î͸└@ÖC(j¿®)ÿï(g¿░u)ú¼┐╔ÊÈ═¼òr(sh¿¬)▀M(j¿¼n)ððÁ═ë║▓¡└@║═©▀ë║¥Ç└@ú¼├¸´@╠ß©▀ÈO(sh¿¿)éõÁ─└@Íãðº┬╩íú
▓¡╩¢¥Ç╚ª╩ÃÊÈ▓╗═¼║±Â╚Á─Ò~╗‗õX▓¡Äº×Úîº(d¿úo)¾wú¼ÊÈîÆĺá¯Á─¢^¥ë▓─┴¤×ÚîËÚg¢^¥ëú¼ÊÈ╝ê░Õùl¢^¥ë▓─┴¤╗‗ı▀ı█╝ê×ÚÂ╦¢^¥ëú¼È┌▓¡╩¢└@¥ÇÖC(j¿®)╔¤Ê╗┤╬═Û│╔¥Ý└@ú¼ð╬│╔¥ÝᯥÇ╚ªíú═¼òr(sh¿¬)═Û│╔¥Ç╚ªâ╚(n¿¿i)═Ôé╚(c¿¿)ʲ¥ÇÁ─║©¢Ë╝░═Ô▒Ý├µ░³È·íúÈO(sh¿¿)éõÁ─©¸Ýù(xi¿ñng)╣ª─▄×ÚÍãθÀ¹║¤ÊÄ(gu¿®)ÀÂʬþÁ─▓¡╩¢¥Ç╚ª╠ß╣®┴╦ÎÒë‗Á─ͺô╬íú▒¥ÖC(j¿®)×Ú╔·«a(ch¿ún)┤╦¯ÉÙè㸫a(ch¿ún)ãÀ▓┐╝■Á─▒ÏʬÈO(sh¿¿)éõíú
╚²¢Ã┴ó¾wÀÃ¥º¥ÝÞFð¥└@¥ÇÖC(j¿®)
|
ð‗╠û(h¿ño) |
ÈO(sh¿¿)éõ¢M│╔╝░¢Y(ji¿ª)ÿï(g¿░u) |
|
|
1 |
▓¡Ú_(k¿íi)¥ÝÐbÍ├ |
1╠Î |
|
2 |
îË¢^¥ëÚ_(k¿íi)¥ÝÐbÍ├ |
2╠Î |
|
3 |
¥Ý└@ÐbÍ├ |
2╠Î |
|
4 |
͸ÖC(j¿®)╝▄ĺÐb┼õÁÎΨ |
1╠Î |
|
5 |
ÎÈäË(d¿░ng)╝mã½ÐbÍ├ |
1╠Î |
|
6 |
ÃÕØìÐbÍ├ |
1╠Î |
|
7 |
╦═┴¤ÐbÍ├ |
1╠Î |
|
8 |
Ùè┐ÏÐbÍ├ |
1╠Î |
|
9 |
ÜÔ┐ÏÐbÍ├ |
1╠Î |
|
10 |
ÎÈäË(d¿░ng)║©¢ËÐbÍ├ (║¼║©ÖC(j¿®)) |
1╠Î |
|
11 |
©▀ë║╦┼À■À┼¥Ç╝▄ |
2╠Î |
|
12 |
©▀ë║ÎÈäË(d¿░ng)┼┼¥ÇÖC(j¿®)ÿï(g¿░u) |
2╠Î |
▒¥▓¡└@ÖC(j¿®)Ë╔ÊȤ┬ÄÎ▓┐ÀÍ¢M│╔ú║
2 ▓¡┴¤Ú_(k¿íi)¥ÝÖC(j¿®)
θ×Ú▓¡ÄºÁ─Ú_(k¿íi)¥ÝÖC(j¿®)ÿï(g¿░u)ú¼│²┴╦ãͺô╬¥Ý┴¤íóÀ┼┴¤Î¸Ë├═Ôú¼═¼òr(sh¿¬)¥▀Ëðı{(di¿ño)ã½Á─ÙSäË(d¿░ng)╣ª─▄íúÚ_(k¿íi)¥ÝÖC(j¿®)ÿï(g¿░u)Á─͸¦SËðÊ╗À¢ð╬¢Ï├µú¼═¿▀^(gu¿░)3¢M▀BùUͺô╬3éÇ(g¿¿)├øëKú¼┐╔îó¥Ý┴¤ô╬¥oÈ┌│ð┴¤═▓╔¤íú͸¦S┐╔͸äË(d¿░ng)╩¢Î¸ı²¤‗╗‗À┤¤‗▀\(y¿┤n)ÌD(zhu¿ún)▀M(j¿¼n)ððÚ_(k¿íi)¥ÝÀ┼┴¤║═╩ı┴¤ú¼▒ÒË┌ÙSòr(sh¿¬)ı{(di¿ño)ı¹╣ñøríú͸¦S╔¤▓╔Ë├┤¾╣ª┬╩╦┼À■ÙèÖC(j¿®)üÝ(l¿ói)┐ÏÍãÅê┴ªú¼╩╣¥o┴ªÁ─ı{(di¿ño)╣Ø(ji¿ª)ÀÂç·îÆÅVíúÅê¥o┴ª┐ÏÍã▓╔Ë├öÁ(sh¿┤)┤a╣▄´@╩¥ú¼´@╩¥Í▒Ë^ú¼┐ÏÍ㥽Â╚1%íúÅê¥oÀ¢╩¢¥▀éõÊȤ┬╚²ÀN─ú╩¢ú║ó┘ËðÅê┴ª▓óÁ╣ÌD(zhu¿ún)ú╗ó┌ËðÅê┴ª▓╗Á╣ÌD(zhu¿ún)ú╗ó█ƒo(w¿▓)Åê┴ªÎÈË╔æB(t¿ñi)íú╚²ÀN─ú╩¢┐╔ÊÈ╚╬ÊÔı{(di¿ño)Ë├íúı¹éÇ(g¿¿)Ú_(k¿íi)¥ÝÖC(j¿®)ÿï(g¿░u)═¿▀^(gu¿░)┤¾ÊÄ(gu¿®)©±Í▒¥Çîº(d¿úo)▄ë┼c͸ÖC(j¿®)╝▄▀B¢Ëú¼┼õÍ├┴╦╦┼À■äË(d¿░ng)┴ª¤Á¢y(t¿»ng)ú¼░┤ııPLC͸┐ϤÁ¢y(t¿»ng)Á─Í©┴¯ú¼Ú_(k¿íi)¥ÝÖC(j¿®)ÿï(g¿░u)îóÐÏîº(d¿úo)▄ë┐ý╦┘£╩(zh¿│n)┤_ÁÏθξËÊÊãäË(d¿░ng)ú¼ÊÈ▒Ò▒úÎC▓¡┴¤░┤ı{(di¿ño)ã½Öz£y(c¿¿)ð┼╠û(h¿ño)Á─À┤ü╩╝¢K╠ÄË┌£╩(zh¿│n)┤_╬╗Í├ú¼îì(sh¿¬)¼F(xi¿ñn)▓¡ÄºÁ─ı{(di¿ño)ã½╣ª─▄íú
2 ¥Ý└@ÐbÍ├
─▄ÀÍäe└@Íã╚²¢Ã┴ó¾wÀÃ¥º¥ÝÞFð¥Îâë║㸩▀íóÁ═ë║¥Ç╚ªú╗ÞFð──▄©¨ô■(j¿┤)└@ÍãðÞʬ¦S¤‗ı²À┤ÌD(zhu¿ún)ú╗└@Íã¥Ç╚ªòr(sh¿¬)ÞFð─À┤ÌD(zhu¿ún)²X¦å▓óµi¥oú╗└@Íã¥Ç╚ªÃ░═¤░Õ─▄Ã░║¾ÊãäË(d¿░ng)ú╗ÖC(j¿®)┼_(t¿ói)─▄©¨ô■(j¿┤)└@Íã╬╗Í├ðÞʬÃ░íó║¾íóξíóËÊÊãäË(d¿░ng)ú¼¦ö│÷ÌD(zhu¿ún)¥Ï═¿▀^(gu¿░)¥Ý└@¦Sîì(sh¿¬)¼F(xi¿ñn)¥Ç╚ªÁ─└@Íãíú¥Ý└@ÖC(j¿®)Á─ÖC(j¿®)ðÁÅè(qi¿óng)Â╚┼c¦ö│÷ÌD(zhu¿ún)¥Ï╩ÃÈO(sh¿¿)Ëï(j¿¼)òr(sh¿¬)â×(y¿¡u)¤╚┐╝æ]Á─ú¼▒¥ÈO(sh¿¿)Ëï(j¿¼)░┤╣ñ╝■▓─┴¤Á─maxÿO¤Ì│▀┤þ║═╣ñ╦çʬþÁ─Åê¥o┴ª╔¤¤Ìíú¥Ý└@ÖC(j¿®)ÖC(j¿®)¤õË╔║±õô░Õã┤║©¢M│╔ú¼═╦╗¤¹æ¬(y¿®ng)┴ª╠Ä└Ý║¾▀M(j¿¼n)ððÖC(j¿®)╝Ë╣ñíúé¸äË(d¿░ng)ÖC(j¿®)ÿï(g¿░u)║═£p╦┘¤õÁ─²X¦å¥¨▓╔Ë├┤¾─úöÁ(sh¿┤)íóð▒²X¦åíóË▓²X├µàóöÁ(sh¿┤)ú¼²Xð╬¢ø(j¿®ng)─Ѥ¸╣ñ╦çÍãθ°│╔íú▒úÎC┴╦┤¾ÌD(zhu¿ún)¥Ï¦ö│÷òr(sh¿¬)Á─ÖC(j¿®)ðÁÅè(qi¿óng)Â╚╝░ÈO(sh¿¿)éõı¹¾wÁ─▀\(y¿┤n)ÌD(zhu¿ún)ã¢ÀÇ(w¿ºn)║═ÿOÁ═Á─╣ñθÈÙʶíú▓╔Ë├Îâ¯lƒo(w¿▓)ÿOı{(di¿ño)╦┘ú¼ØMÎÒÁ═╦┘òr(sh¿¬)╠ß╣®maxÌD(zhu¿ún)¥Ïú¼║¤▀mÁ─ÌD(zhu¿ún)╦┘íú©▀╦┘òr(sh¿¬)╠ß╣®║¤▀mÁ─ÌD(zhu¿ún)¥Ïú¼Î¯©▀Á─ÌD(zhu¿ún)╦┘íúÊÈØMÎÒ▓╗═¼Á─└@Íã╣ñ╦çʬþíú͸¦S¥Ý└@òr(sh¿¬)ú¼åóäË(d¿░ng)íó═ú▄ç╝Ë╦┘Â╚Á─ð▒┬╩ÈO(sh¿¿)Í├║¤└Ýú¼▓ó┼õÍ├┴╦ÍãäË(d¿░ng)╣ª─▄ú¼╠ß©▀┴╦ÈO(sh¿¿)éõÁ─▓┘θðÈíú▓╔Ë├┤¾╣ª┬╩ÍϦdÎâ¯lîúË├ÙèÖC(j¿®)ú¼│õÈúÁ─âª(ch¿│)éõ╣ª┬╩íú
▒¥ÈO(sh¿¿)éõ┼õéõâ╔╠Î¥Ý└@ÐbÍ├ú¿╬Ê╣½╦¥╩ÎÈO(sh¿¿)Ëï(j¿¼)ú®ú¼â╔╠Î¥Ý└@ÐbÍ├┐╔ÊÈ═¿▀^(gu¿░)╦┼À■ÙèÖC(j¿®)‗î(q¿▒)äË(d¿░ng)È┌╗¨Î¨╔¤Î¾ËÊÊãäË(d¿░ng)▓ó¿╬╗ú¼Ê‗┤╦┐╔ÊÈ═¼òr(sh¿¬)└@ÍãÁ═ë║▓¡╩¢¥Ç╚ª║═©▀ë║¥Ç╚ªíú
2 îË¢^¥ëÚ_(k¿íi)¥ÝÐbÍ├
îË¢^¥ëÚ_(k¿íi)¥ÝÐbÍ├╩Ãͺô╬¢^¥ë┴¤¥Ý▓ó╩╣¢^¥ë▓─┴¤È┌¥Ý└@òr(sh¿¬)«a(ch¿ún)╔·Åê┴ªÁ─ÖC(j¿®)ÿï(g¿░u)íú▒¥¤Á┴ð└@¥ÇÖC(j¿®)╣▓ËðÂ■╠ÎîË¢^¥ëÚ_(k¿íi)¥ÝÖC(j¿®)ÿï(g¿░u)íú┐╔ÊÈ═¼òr(sh¿¬)╠ß╣®Â■îË¢^¥ë╝ê╗‗▒í─ñíú▀@éÇ(g¿¿)ÖC(j¿®)ÿï(g¿░u)Ë╔ÜÔ├ø╩¢│ð┴¤═▓íó‗î(q¿▒)äË(d¿░ng)¤Á¢y(t¿»ng)íóÅê┴ªÐbÍ├íóÅê┴ªı{(di¿ño)ı¹ÐbÍ├╦─▓┐ÀÍ¢M│╔íú░┤äË(d¿░ng)ÜÔ├ø╩¢│ð┴¤═▓Â╦▓┐Á─ÜÔÚT(m¿ªn)ú¼│ð┴¤═▓Á─¤─zØqëK┐s╗Ïú¼Í▒¢Ëîó╠Î▀M(j¿¼n)│ð┴¤═▓ú¼Ë├═¿▀^(gu¿░)ÜÔÚT(m¿ªn)╩╣¤─zØqëKÝö│÷ú¼îó¢^¥ë¥Ý┴¤╣╠¿È┌ÜÔ├ø╩¢│ð┴¤═▓╔¤ú¼═Û│╔¢^¥ë¥Ý┴¤Á─ÐbðÂíú┤╦òr(sh¿¬)‗î(q¿▒)äË(d¿░ng)║═ÎÞ─ß╣ª─▄îóθË├Ë┌╣╠¿È┌ͺ╝▄╔¤Á─¢^¥ë¥Ý┴¤╔¤ú¼╩╣îË¢^¥ë╝ê?ji¿ín)┌¥Ý└@▀^(gu¿░)│╠Íð▒ú│Í╣ñ╦çÊÄ(gu¿®)¿Á─├ø¥oá¯æB(t¿ñi)íúÎÞ─ßÁ─┤¾ðí┐╔ÊÈÀ¢▒ÒÁ─ÙSÖC(j¿®)ı{(di¿ño)ı¹íúîË¢^¥ëÚ_(k¿íi)¥ÝÐbÍ├┼õÍ├öÁ(sh¿┤)┴┐┐╔░┤Ë├æ¶Ê¬Ã¾àf(xi¿ª)╔╠íúı²À┤ÌD(zhu¿ún)┐╔─µú¼ÄºÜÔ├ø¦S, ┐╔Ðb╝êĺ¥Ý2éÇ(g¿¿)îì(sh¿¬)¼F(xi¿ñn)ÙpîË└p└@íúÅê┴ªÐbÍ├▓╔Ë├╦┼À■ÙèÖC(j¿®)ı{(di¿ño)╣Ø(ji¿ª)ú¼╩╣¥o┴ªÁ─ı{(di¿ño)╣Ø(ji¿ª)ÀÂç·îÆÅVíúÅê¥o┴ª┐ÏÍã▓╔Ë├öÁ(sh¿┤)┤a╣▄´@╩¥ú¼´@╩¥Í▒Ë^ú¼┐ÏÍ㥽Â╚1%íúÅê¥oÀ¢╩¢¥▀éõÊȤ┬╚²ÀN─ú╩¢ú║ó┘ËðÅê┴ª▓óÁ╣ÌD(zhu¿ún)ú╗ó┌ËðÅê┴ª▓╗Á╣ÌD(zhu¿ún)ú╗ó█ƒo(w¿▓)Åê┴ªÎÈË╔æB(t¿ñi)íú╚²ÀN─ú╩¢┐╔ÊÈ╚╬ÊÔı{(di¿ño)Ë├íú






 íííí
ííííåT«a(ch¿ún)ãÀ")


╚Ùã¾ÿI(y¿¿)¥W(w¿úng)ı¥")