- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
(1)特大型600× 600× 25方管生產(chǎn)線、生產(chǎn)范圍100× 100— 600× 600,壁厚2— 25mm,材質(zhì)普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產(chǎn)橢圓、菱形等異型管。
(2)高精度冷管及開(kāi)口型鋼生產(chǎn)線20× 20— 150× 150,壁厚0.8— 8mm. 承攬高精密方矩管,可生產(chǎn)三角形、八棱型、六棱型、橢圓及其它異型,并可生產(chǎn)8mm以下各型開(kāi)口型鋼。
(3)厚壁圓管改徑設(shè)備,可生產(chǎn)非標(biāo)厚壁圓大可到25mm,包括190× 20,216× 20,267× 20等非標(biāo)等徑,具體可協(xié)商制造。
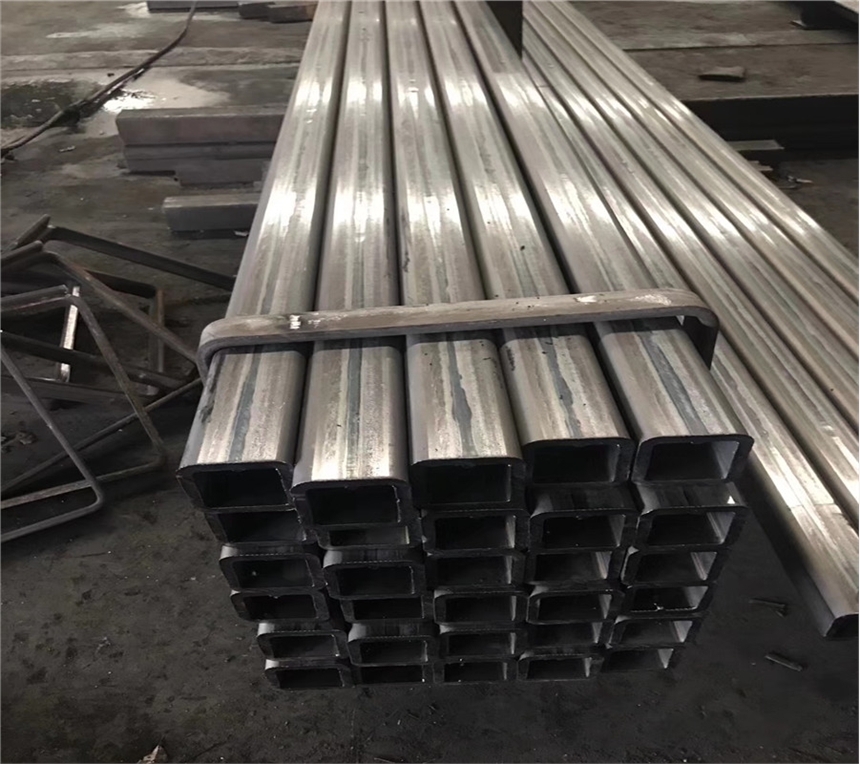
(4)熱軋方管試制投入50× 50— 250× 250,2— 18mm可生產(chǎn)熱軋異型、歐標(biāo)、美標(biāo)產(chǎn)品、直角方管,可保證方管的各種機(jī)械性能。一、無(wú)縫方管簡(jiǎn)介:
海北厚壁矩形管 88.9*63.5*4.5方管 多少錢一噸
中和液采用5%碳酸鈉溶液。鈍化液采用硝酸28~35mL/L,室溫,3~5min。主要工序說(shuō)明有機(jī)溶劑除油不是化學(xué)拋光前不銹鋼必須經(jīng)過(guò)的除油過(guò)程,但是如果不銹鋼表面油污較嚴(yán)重,就必須進(jìn)行有機(jī)溶劑除油,若不銹鋼表面油污很少,則可省去有機(jī)溶劑除油操作。而有機(jī)溶劑除油后表面會(huì)殘留一層薄薄的油膜,所以還須對(duì)其進(jìn)行化學(xué)除油。化學(xué)除油的原理就是利用堿性物質(zhì)的皂化作用和表面活性劑的乳化作用來(lái)達(dá)到去除油污的目的。
深圳地處多雷地區(qū),而泵站所在的地方又正好是深圳的雷擊區(qū)。年8月,就發(fā)生過(guò)一次雷擊,3#機(jī)組跳閘,調(diào)速控制操作屏模糊,恢復(fù)直流電并復(fù)位后正常。串調(diào)系統(tǒng)功率因數(shù)比較低,根據(jù)我們的原始記錄,時(shí)只有.65。所以需要加裝就地補(bǔ)償裝置和諧波吸收裝置,但諧波吸收裝置極易發(fā)生故障,在諧波作用下,其低壓變壓器經(jīng)常發(fā)生燒包現(xiàn)象。可控硅元件在工作時(shí)會(huì)發(fā)熱,使設(shè)備內(nèi)溫度很高。夏天時(shí),深圳地區(qū)持續(xù)高溫,控制柜內(nèi)溫度高達(dá)41℃,這對(duì)設(shè)備的工作是不利的,因此設(shè)備的通風(fēng)問(wèn)題十分重要。
不銹冷軋廠窄幅軋制作業(yè)區(qū)在打贏生存保衛(wèi)戰(zhàn)中,開(kāi)拓思路,大膽進(jìn)行技術(shù)創(chuàng)新,近日,在6號(hào)軋機(jī)一次性試軋304不銹鋼花紋板獲得成功。不銹鋼花紋板是指表面帶有凸起或者凹陷花紋的不銹鋼板,其主要用途是在裝飾電梯轎廂、各類艙體、建筑裝飾裝潢、金屬幕墻行業(yè)使用,也廣泛用于食品機(jī)械、制藥機(jī)械和傳輸軌道等創(chuàng)新產(chǎn)品設(shè)計(jì)和技術(shù)領(lǐng)域。不銹鋼花紋板的特點(diǎn)就是視覺(jué)美觀,成品表面周期性的紋路還提高了鋼板的抗壓、抗刮痕能力,同時(shí)還方便清潔,不留手印。
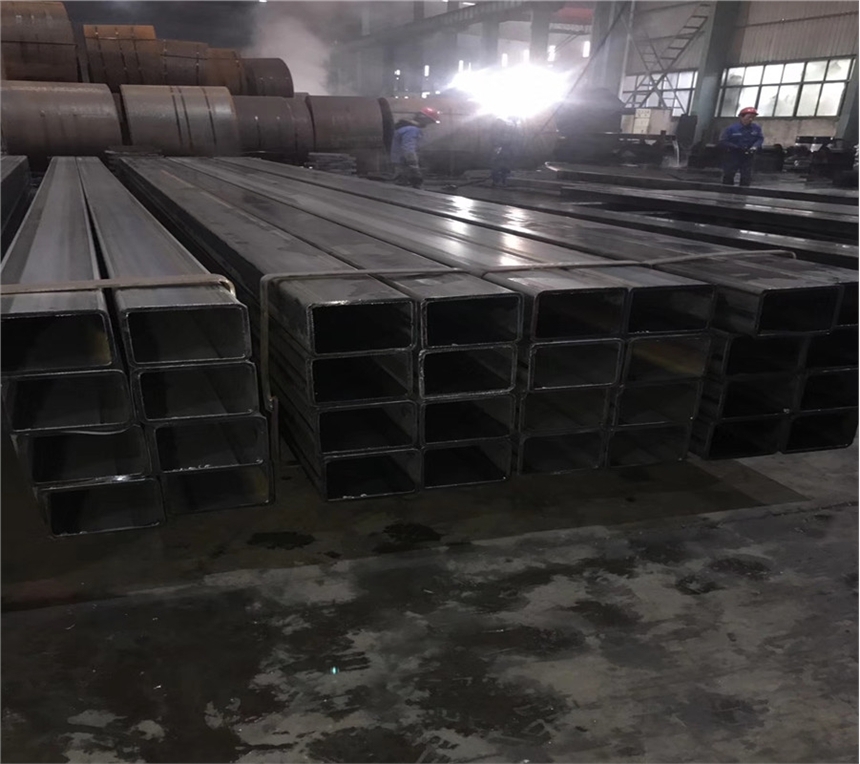
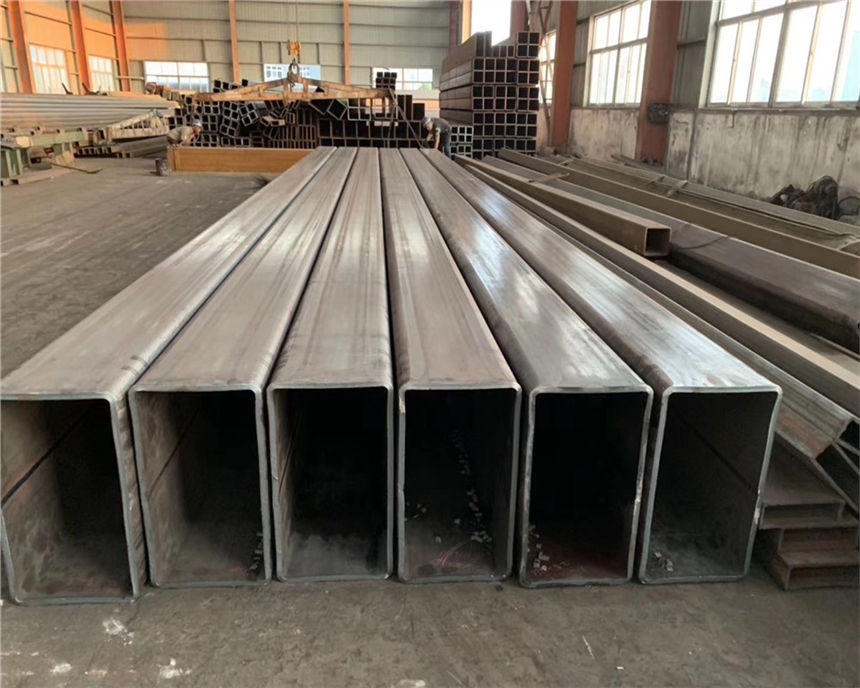
無(wú)錫大口徑矩形方管廠家供貨-無(wú)錫大口徑方矩管廠是一種具有中空截面周邊沒(méi)有接縫的長(zhǎng)條鋼材。鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等。 北方工業(yè)大學(xué)的學(xué)者為了研究成形工藝對(duì)于產(chǎn)品的不同影響,以規(guī)格為100mm×100mm×6mm,材料為Q235的兩種成形工藝的方管為研究對(duì)象,采用鉆孔法對(duì)方管各個(gè)部位的殘余應(yīng)力進(jìn)行了測(cè)量,并觀測(cè)了焊縫處的顯微組織。研究結(jié)果表明,不同成形工藝對(duì)縱向殘余應(yīng)力的分布影響較大,焊縫處的殘余應(yīng)力大。此外,圓環(huán)截面在承受內(nèi)部或外部徑向壓力時(shí),受力較均勻,因此,絕大多數(shù)鋼管是圓管。但是,圓管也有一定的局限性,如在受平面彎曲的條件下,圓管就不如方、矩形管抗彎強(qiáng)度大,一些農(nóng)機(jī)具骨架、鋼木家具等就常用方、矩形管。根據(jù)不同用方管的力學(xué)性能。二:生產(chǎn)流程及分類:



1、按生產(chǎn)分類 (1)無(wú)縫管——熱軋管、冷軋管、冷拔管、管、頂管(2)焊管(a)按工藝分——電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管(b)按焊縫分——直縫焊管、螺旋焊管 2、按斷面形狀分類 (1)簡(jiǎn)單斷面鋼管——圓形鋼管、方形鋼管、橢圓形鋼管、三角形鋼管、六角形鋼管、菱形鋼管、八角形鋼管、半圓形鋼圓、其他(2)復(fù)雜斷面鋼管——不等邊六角形鋼管、五瓣梅花形鋼管、雙凸形鋼管、雙凹形鋼管、瓜子形鋼管、圓錐形鋼管、波紋形鋼管、表殼鋼管、其他3、按壁厚分類——薄壁鋼管、厚壁鋼管 4、按用途分類——管道用鋼管、熱工設(shè)備用鋼管、機(jī)械工業(yè)用鋼管、石油、地質(zhì)鉆探用鋼管、容器鋼管、化學(xué)工業(yè)用鋼管、特殊用途鋼管。無(wú)錫大口徑矩形方管廠家供貨-無(wú)錫大口徑方矩管廠, (2)帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成方管后采用自動(dòng)埋弧焊補(bǔ)焊。(3)成型前,帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。 鋼筋型號(hào):鋼筋種類很多,通常按化學(xué)成分、生產(chǎn)工藝、軋制外形、供應(yīng)形式、直徑大小,以及在結(jié)構(gòu)中的用途進(jìn)行分類: (1)按軋制外形分①光面鋼筋:I級(jí)鋼筋(Q235鋼鋼筋)均軋制為光面圓形截面,供應(yīng)形式有盤圓,直徑不大于10mm,長(zhǎng)度為6m~12m。
三:無(wú)縫方管的重量計(jì)算公式:
[1]方管重量計(jì)算公式:4*壁厚*(邊長(zhǎng)-壁厚)*7.85 矩形管重量計(jì)算公式:(周長(zhǎng)3.14-壁厚)*壁厚*0.02466。
公司網(wǎng)址:http://.lcxtgg.com四:無(wú)縫方管:
1:GBT3094-2000:,冷拔異型鋼管
2:GBT6728-2002:,結(jié)構(gòu)用冷彎空心型鋼
3:ASTM A 500:美國(guó),結(jié)構(gòu)用碳素鋼冷成型圓截面和異型截面焊接鋼管和無(wú)縫管
4:JIS G 3466:,一般構(gòu)造用角型鋼管
5:DIN EN 10210:歐洲,非合金和細(xì)晶粒結(jié)構(gòu)鋼及熱精加工結(jié)構(gòu)空心型材
6:DIN EN 10219:歐洲,非合金和細(xì)晶粒結(jié)構(gòu)鋼及冷彎成型空心型材
7:GBT 178-2005:,建筑結(jié)構(gòu)用冷彎矩形鋼管
海北厚壁矩形管 88.9*63.5*4.5方管 多少錢一噸一輛汽車車體要進(jìn)行3000點(diǎn)~6000點(diǎn)之多的點(diǎn)焊。在實(shí)際的點(diǎn)焊操作中,為使焊接點(diǎn)充分熔融,常常增加焊接電流。在這種情況下,會(huì)發(fā)生焊接飛濺,在鋼板表面附著直徑1mm以下的熔融鐵粒子,一般將這種現(xiàn)象稱為飛濺粘附。汽車外板的飛濺粘附嚴(yán)重影響涂漆后的外觀。3)涂裝性(化成處理性)在涂裝時(shí)首先要對(duì)底層進(jìn)行化成處理。化成處理是將GA鋼板表面的Zn溶解,然后通過(guò)化學(xué)反應(yīng)生成約為10m大的致密的磷酸鋅晶粒。化成處理后進(jìn)行陽(yáng)離子電積涂裝,涂料深入到針狀的磷酸鋅晶粒之間,由于錨固效果使涂層具有附著性。
無(wú)錫大口徑矩形方管廠家供貨-無(wú)錫大口徑方矩管廠, 4、石油地質(zhì)鉆探用管。如:石油鉆探管、石油鉆桿(方鉆桿與六角鉆桿)、鉆挺、石油油管、石油套管及各種管接頭、地質(zhì)鉆探管(巖心管、套管、鉆桿、鉆挺、按箍及銷接頭等)。, 水壓試驗(yàn):在水壓試驗(yàn)機(jī)上對(duì)擴(kuò)徑后的進(jìn)行逐根檢驗(yàn)以保證達(dá)到要求的試驗(yàn)壓力,該機(jī)具有自動(dòng)記錄和儲(chǔ)存功能;浮選尾礦收回是針對(duì)浮選尾礦依照“強(qiáng)磁拋尾—分級(jí)—脫鐵—強(qiáng)磁—磨礦—浮選”的流程打開(kāi)。選鈦技能水平的前進(jìn)強(qiáng)磁預(yù)備作業(yè)充沛鑒于攀枝花選鈦廠運(yùn)用的Shp、Slon和SSS-I強(qiáng)磁機(jī)呈現(xiàn)嚴(yán)峻的磁介質(zhì)阻塞問(wèn)題,阻塞后選別目標(biāo)嚴(yán)峻惡化,因而對(duì)強(qiáng)磁前的物料進(jìn)行了充沛的預(yù)備,包含強(qiáng)磁前的隔粗、脫鐵以及粗礦磨礦的收回運(yùn)用。流程中,一段強(qiáng)磁選前選用一段隔粗和脫鐵,能有用去除粗渣和原礦中的鐵,有利于設(shè)備的保護(hù),更有利于流程的接連、出產(chǎn)的安穩(wěn)、強(qiáng)磁產(chǎn)品質(zhì)量的確保,在脫鐵的一起又能削減鈦的丟失。90年代以來(lái),高爐噴煤技術(shù)被納入科技攻關(guān)計(jì)劃,大型高爐全部設(shè)置噴煤裝置,噴煤高爐不斷增加,噴煤工藝改造步伐加快,大噴吹成為我國(guó)高爐煉鐵技術(shù)的主流。從1995年起,我國(guó)高爐噴煤比逐步提高,1995年重點(diǎn)企業(yè)平均噴煤比僅為58.5kg/t,到上世紀(jì)末已經(jīng)達(dá)到118kg/t,2002年為125kg/t,2010年增加到了149kg/t。目前,我國(guó)高爐噴煤總量約為5000萬(wàn)噸~7000萬(wàn)噸。我國(guó)高爐噴煤技術(shù)研究現(xiàn)狀在上世紀(jì)末,我國(guó)鋼鐵企業(yè)一味加大噴煤比,從而使得環(huán)境污染日趨嚴(yán)重,而當(dāng)前,煉鐵企業(yè)已不再單純追求高噴煤比的指標(biāo),講究經(jīng)濟(jì)噴煤比、經(jīng)濟(jì)燃料比、的經(jīng)濟(jì)效益,合理選擇煤種,并對(duì)噴煤工藝做出了一些改進(jìn)。消除制約因素實(shí)施挖補(bǔ)澆筑消除制約因素。因內(nèi)燃式熱風(fēng)爐熱風(fēng)閥進(jìn)回水管道系統(tǒng)存在設(shè)計(jì)缺陷,進(jìn)回水水包正好處在緊靠熱風(fēng)爐本體的熱風(fēng)支管上方,熱風(fēng)支管上方被水管覆蓋,加上電纜橋架及其他介質(zhì)管道也橫向穿過(guò),要進(jìn)行挖補(bǔ)澆筑工作根本就沒(méi)有作業(yè)空間。首要問(wèn)題是對(duì)熱風(fēng)閥進(jìn)回水系統(tǒng)及電纜橋架等進(jìn)行移位。該車間為盡快處理隱患問(wèn)題,對(duì)熱風(fēng)閥等大型閥門冷卻水系統(tǒng)進(jìn)行重新設(shè)計(jì)規(guī)劃,在熱風(fēng)閥平臺(tái)北側(cè)重新制作安裝集水包,重新架設(shè)進(jìn)回水管,利用休風(fēng)檢修機(jī)會(huì)投用新的冷卻系統(tǒng),將原來(lái)舊的集水包拆除利舊,并將熱風(fēng)支管上方電纜橋架移位,清除了熱風(fēng)支管上方所有障礙,為挖補(bǔ)工作創(chuàng)造了有利條件。制取原理:采用兩組同向旋轉(zhuǎn)的差動(dòng)輪,上組為快速旋轉(zhuǎn)的磨輥,下組為慢速轉(zhuǎn)動(dòng)的膠輥,鋁或鋁合金板從兩組輥輪中經(jīng)過(guò),被刷出細(xì)膩的斷續(xù)直紋。亂紋拉絲是在高速運(yùn)轉(zhuǎn)的銅絲刷下,使鋁板前后左右移動(dòng)磨擦所獲得的一種無(wú)規(guī)則、無(wú)明顯紋路的亞光絲紋。這種加工,對(duì)鋁或鋁合金板的表面要求較高。波紋一般在刷光機(jī)或擦紋機(jī)上制取。利用上組磨輥的軸向運(yùn)動(dòng),在鋁或鋁合金板表面磨刷,得出波浪式紋路。旋紋也稱旋光,是采用圓柱狀毛氈或研石尼龍輪裝在鉆床上,用煤油調(diào)和拋光油膏,對(duì)鋁或鋁合金板表面進(jìn)行旋轉(zhuǎn)拋磨所獲取的一種絲紋。

員產(chǎn)品")


入企業(yè)網(wǎng)站")









