- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
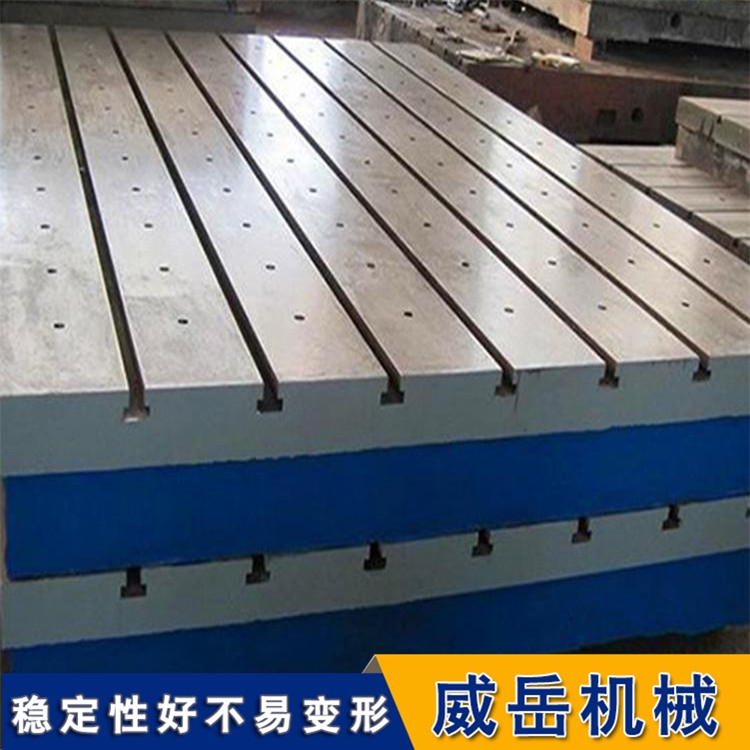
一般認為現(xiàn)代化就是指一個國家(地區(qū))由落后的農(nóng)業(yè)國家(地區(qū))發(fā)展為先進的工業(yè)國家(地區(qū))的歷史過程。現(xiàn)代化的最基本內(nèi)容就是工業(yè)化。所以一種觀點認為,“廣義的工業(yè)化過程就是現(xiàn)代化過程,具體是由狹義工業(yè)化和狹義現(xiàn)代化(高度工業(yè)化)兩個時期組成”。按照此定義,結(jié)合鑄造的特點,我認為現(xiàn)代化的鑄造廠就是整體布局合理、物流順暢、環(huán)境宜人、鑄鐵平臺生產(chǎn)過程大量采用機械化和自動化的鑄造裝備,就目前來說,人均年產(chǎn)鑄件100t以上。
如何實現(xiàn)現(xiàn)代化的鑄造廠
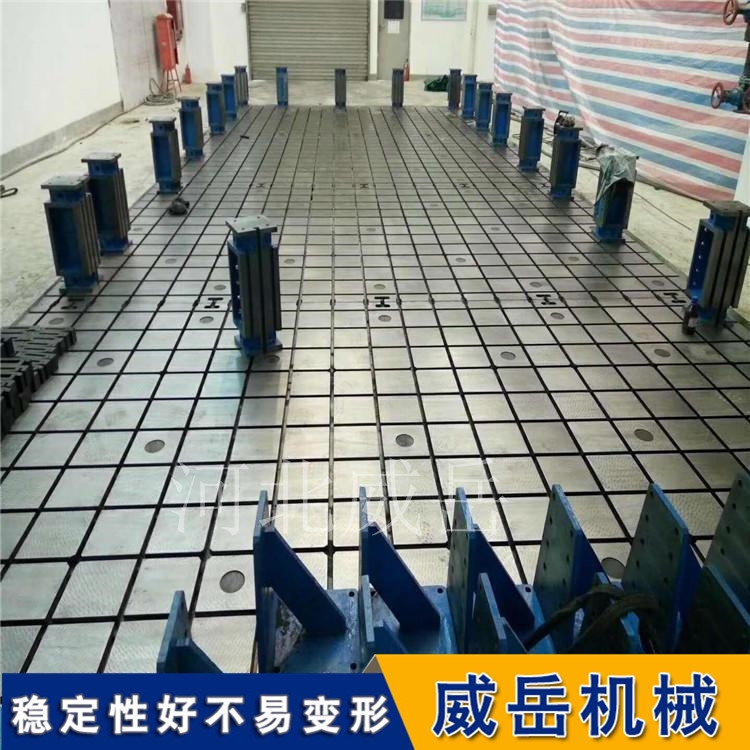
鑄鐵平臺設(shè)計要合理
據(jù)統(tǒng)計,項目前期工作對項目投資的影響程度在70%~80%,因此,前期準(zhǔn)備和規(guī)劃相當(dāng)重要,但許多企業(yè)往往忽視這一重要環(huán)節(jié),項目不作總體設(shè)計,認為買誰的設(shè)備,誰管設(shè)計就行,自認為這樣還可以省掉一筆設(shè)計費,這種想法是很不科學(xué)的,也是錯誤的,現(xiàn)實生活中很多例子已經(jīng)證明這一點。例如:某廠在建設(shè)初期沒有找設(shè)計單位,建設(shè)過程中多次實施不下去了,勉強實施完畢,已過去了5年!目前雖已投入生產(chǎn)4年,但設(shè)備整體生產(chǎn)率只是設(shè)計能力的40%不到,且4年之中在不斷改造,車間布局和物流都極不合理。還有某廠找了一個沒有經(jīng)驗且不是本行業(yè)的設(shè)計單位設(shè)計,結(jié)果廠區(qū)物流不合理,廠區(qū)沒有爐料庫、砂庫等,車間內(nèi)物流更亂,一期建設(shè)沒考慮二、三期的物流,導(dǎo)致目前二期、三期項目建設(shè)很難實施,生產(chǎn)區(qū)和生活區(qū)相互交錯。
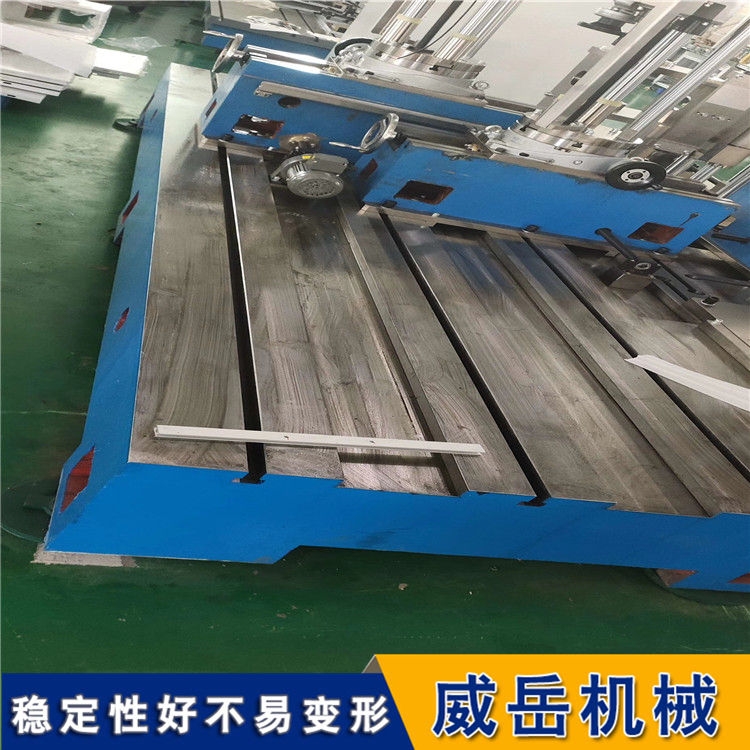
在此,特別說明鑄鐵平臺工程設(shè)計與其它工程設(shè)計不同,鑄造工程設(shè)計一般要分兩個階段:初步設(shè)計和施工圖設(shè)計。初步設(shè)計一般40天左右就可以完成,施工圖設(shè)計一般4個月左右,而這兩個階段之間往往相隔較長時間,原因是初步設(shè)計完成后要進行設(shè)備訂貨,等設(shè)備資料齊全后才能進行施工圖設(shè)計,而設(shè)備訂貨時間往往是6~7個月,有的甚至超過一年。
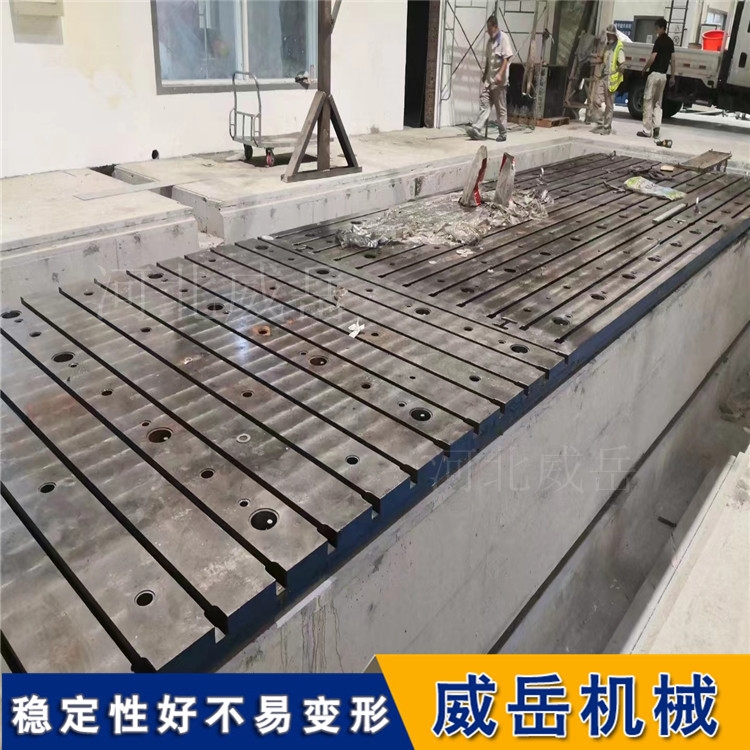
各工部設(shè)備要匹配
實踐證明,不同的設(shè)備廠家,其生產(chǎn)的設(shè)備實際生產(chǎn)率和標(biāo)稱生產(chǎn)率是不同的,且相差很大,對于沒有經(jīng)驗的設(shè)計單位,僅憑設(shè)備標(biāo)稱生產(chǎn)率選擇設(shè)備很有可能造成鑄造車間各工部不匹配,使生產(chǎn)過程出現(xiàn)瓶頸,從而影響整個系統(tǒng)生產(chǎn)率,據(jù)不完全統(tǒng)計,一般造型線由于各工部不匹配而占停機時間約為30~50%左右。例如某廠,在車間設(shè)計時引進了一條造型線,但其它工部所有設(shè)備選用國產(chǎn),投入使用后出現(xiàn)兩個問題:一是其它工部設(shè)備故障率高,(設(shè)備檔次不匹配)嚴重影響了檢驗平臺造型線的開動率,使造型線處于半停產(chǎn)狀態(tài),導(dǎo)致產(chǎn)量減半;二是混砂能力不夠,某些國產(chǎn)混砂機的混砂能力在實際應(yīng)用中只能達到名義能力的一半左右,而設(shè)計時按名義能力考慮,因此,嚴重影響了造型線的開動率,導(dǎo)致造型線的生產(chǎn)率再次打折。這種狀況堅持生產(chǎn)了三、四年,最后廠里痛下決心對砂處理工部進行了改造。由此可見,在設(shè)備選型時,一定要多了解各種設(shè)備的實際運行狀況,結(jié)合企業(yè)自身鑄件的需求,選擇合適的設(shè)備,不能簡單聽信于設(shè)備廠商的宣傳,力爭使各工部設(shè)備生產(chǎn)能力協(xié)調(diào)、匹配。
設(shè)備盡量自動化
鑄造廠要現(xiàn)代化,沒有現(xiàn)代化的裝備是不可能的,下面以潮模砂鑄造工藝為例,從5個工部分別介紹一下目前先進的工藝和裝備:
1. 熔化部
熔煉工部除根據(jù)鑄件材質(zhì)選用合理的熔煉工藝外,最重要的是加配料系統(tǒng)自動化,目前新建先進的鑄造廠,都采用自動加配料系統(tǒng)。比如電爐熔煉時主要由橋式起重機和電磁吸盤配置鐵料,然后放入過渡料斗中,由料斗出口處的振動給料機加入到振動輸送小車中,通過振動輸送小車再加入電爐內(nèi)。
爐前設(shè)置真空直讀光譜儀。
合金料的稱量、加入等,也是采用自動化形式。
2. 造型工部
造型設(shè)備是鑄造車間的核心,采用“靜壓造型”工藝更易獲得輪廓清晰、棱角分明、尺寸精確的型腔,并且背部硬度分布合理,利于鑄型的排氣和鑄件落砂,我國多數(shù)鑄造企業(yè)已選用靜壓自動造型線。目前,先進的造型線可以達到:
(1)生產(chǎn)率120~180型/h;
(2)鑄型背面平均硬度≥85GF 硬度單位;
(3)分型面平均硬度≥90GF 硬度單位;
(4)同一表面硬度差不超過±5%;
(5)多觸頭壓力可以分區(qū)調(diào)節(jié),一般分三區(qū);
(6)錯型量: ≤±0.2mm;
(7)合箱精度:≤±0.15mm;
(8)下芯精度:≤±0.2mm;
(9)鑄件尺寸精度:不低于CT8級;
(10)鑄件重量精度:達到MT7級;
(11)獨立的潤滑系統(tǒng)和潤滑回油系統(tǒng);
(12)砂芯由機器人從送芯輥道上抓起后直接下到型腔中;
(13)落砂機布置在冷卻通廊內(nèi),減少噪聲和粉塵污染
(14)設(shè)備故障率可以達到1%;
(15)采用帶稱量和攝像的全自動澆注機;
3. 制芯工部
當(dāng)代試驗平臺制芯工藝是朝著工藝簡化、節(jié)省能源、提高砂芯尺寸精度、降低表面粗糙度及快速硬化的方向發(fā)展。從氣體發(fā)生器、芯砂混砂機到制芯機;從砂芯的后處理、組芯、涂料、烘干等機械設(shè)備、電氣控制系統(tǒng)、液壓系統(tǒng)到顯示系統(tǒng)的設(shè)計和制造,都得到了不斷發(fā)展和完善,實現(xiàn)了聯(lián)線的全自動生產(chǎn)。
目前多數(shù)廠家選用制芯中心生產(chǎn)砂芯,生產(chǎn)率可達40~50盒/h,取芯、修芯、組芯全部采用機器人,組芯定位精度≤0.2mm,射芯機以垂直分型為主,有二開模、四開模,且為了減少砂子用量,砂芯都采用抽芯工藝,從而減少10%~15%左右的用砂量。整個中心配備快換芯盒裝置,芯盒更換時間≤5min,并配有芯盒打開裝置,實現(xiàn)在線清理。
設(shè)置集中供氨和涂料攪拌系統(tǒng)。混砂機樹脂定量精度≤1%。原砂定量精度≤1%。
為了彌補制芯和造型的不匹配,在造型和制芯工序中間設(shè)置立體倉庫,砂芯從制芯到下芯全部采用自動化運輸
4. 砂處理工部
砂處理設(shè)備的關(guān)鍵是如何穩(wěn)定、均勻的向造型線供應(yīng)合格的型砂,對于自動化造型線來說,一般要求型砂性能為:
(1)型砂溫度不超過環(huán)境溫度10℃;
(2)緊實率38%~42%(波動±2%);
(3)濕壓強度0.17~0.22MPa;
(4)濕抗拉強度0.12~0.25MPa;
(5)透氣性>90;
(6)水份2.8%~3.2%;
(7)型砂中>10mm的砂團量<5%;
目前,工程設(shè)計時,為了提高型砂質(zhì)量,一般舊砂斗都設(shè)置3~4個,落砂后的舊砂分階段往每個舊砂斗中加入,而每個舊砂斗中的出砂是均勻給出的,這樣,保證送往混砂機的舊砂是不同階段舊砂的混合物,從而使舊砂質(zhì)量得到穩(wěn)定。對于混砂質(zhì)量的控制,多數(shù)采用在線檢測裝置。
目前,也有不少鑄鐵平臺廠家將一級磁選設(shè)計在落砂后的震動輸送槽的末端,避免一級回砂皮帶常被澆注披縫、通氣針等劃破的現(xiàn)象。
對于相當(dāng)一部分鑄件,除塵器收集的廢灰,加入混砂機后不僅能提高鑄件表面質(zhì)量,而且還能降低煤粉、粘土的加入量。因此,目前新建鑄造廠都將除塵器的部分廢灰直接發(fā)送到混砂機上方的灰斗內(nèi),經(jīng)定量后加入混砂機,進行回用。
5. 清理工部
我國大批量生產(chǎn)試驗平臺的工廠,其清理工部多數(shù)采取高效專用清理設(shè)備,組成清理作業(yè)線,實現(xiàn)鑄件不落地清理,鑄件一般經(jīng)過落砂、去澆冒口、冷卻、(擊芯)、一次表面粗拋、銑削清鏟、精整等工序,為了保證鑄件表面的一致性,還要進行二次精拋、防銹處理等。
鑄件的輸送一般采用機械化輸送,形式有機動滾道、懸鏈和鱗板輸送機。
鑄件清理采用自動化的清理設(shè)備或清理單元。機器人應(yīng)用到清理車間越來越多。
防銹處理根據(jù)鑄件要求有浸油、浸防銹液、靜電噴粉、噴漆等。
為了改善清理工人的工作環(huán)境,清理工位一般是單元式或在線式。
對于中小件的清理,多數(shù)廠家已由原來的手工砂輪機打磨改為液壓機壓去飛邊、毛刺的工藝,每小時可清理鑄件2000件。
節(jié)能意識貫徹方方面面
首先要選擇能耗低、污染少的鑄造工藝,如:鑄鐵地軌潮模砂鑄造、消失模鑄造、V法鑄造、壓鑄等。
其次是對余熱進行充分利用。目前,已有一些鑄造廠將沖天爐的余熱用于車間采暖、烘烤砂芯,使車間采暖耗能降低60%以上,也有一些企業(yè)用電爐的冷卻水熱量,經(jīng)熱交換用于職工洗澡。
現(xiàn)代布袋濾料和破袋檢測技術(shù)已具備將布袋除塵器的尾氣引回車間的條件,為了節(jié)能,目前國外已有使用。
將車間的除塵管道根據(jù)季節(jié)不同采取保溫和不保溫處理,夏季保溫冬季不保溫,也是節(jié)能的好措施。
部分廠家將退火爐的廢氣抽到落砂機的除塵管道內(nèi),防止結(jié)露。
還有一些廠家將退火爐的位置前移,使落砂后的鑄件直接進退火爐,充分利用鑄件余熱,退火爐通常采用連續(xù)式的。
新建鑄造項目通常對回爐料也要進行處理,以降低熔化能耗。
車間照明采用節(jié)能燈和聲控、光控系統(tǒng)。
設(shè)分散空壓站,盡量不設(shè)集中空壓站。
國外一些鑄造廠為了節(jié)能,在砂芯的涂料中加入干燥變色指示劑,以更好地控制爐溫和烘烤時間。
將澆注后剩余低溫鐵液再利用,也是很多鑄造廠常用的方式。
廢棄物要處理
現(xiàn)在新的鑄造項目都追求零排放,但眾所周知,生產(chǎn)1t鑄件一般要產(chǎn)生1到1.5t的廢砂,我國目前每年有4000多萬噸廢砂排放,因此,廢砂如何再生利用,變的非常關(guān)鍵和重要。目前,新建鑄造項目基本全都留有熱法和機械再生的位置,很多廠家已經(jīng)建設(shè)完畢。
對于其它廢棄物如爐渣等,也有用于生產(chǎn)步道磚、窨井蓋、水泥的。油漆廢水經(jīng)處理后達標(biāo)排放。對于澆注產(chǎn)生的廢氣,目前也有廠家進行處理后排放。
環(huán)境治理要跟上
現(xiàn)在部分地區(qū)已經(jīng)開始將空氣質(zhì)量檢測標(biāo)準(zhǔn)由PM10改為PM2.5,因此,對環(huán)境的要求將更加嚴格。
鑄造工藝的特點決定了鑄造是產(chǎn)塵大戶,因此,如何將鑄造的粉塵收集、利用,是鑄造環(huán)保的關(guān)鍵。目前,新建鑄造項目基本都采用了完善的通風(fēng)、除塵設(shè)施:
(1)對電爐煙塵進行除塵,使其凈化后滿足《工業(yè)爐窯大氣污染物排放標(biāo)準(zhǔn)》的要求。
(2)烤包系統(tǒng)設(shè)通風(fēng)裝置,設(shè)上部傘形罩,排風(fēng)管道接出屋面。
(3)車間熔化跨屋面設(shè)機械排風(fēng)裝置,加強熔化區(qū)域通風(fēng),排除電爐出鐵水時逸散到車間內(nèi)的煙氣和余熱。
(4)振動落砂區(qū)設(shè)密閉罩和除塵系統(tǒng)。
(5)造型工部澆注段設(shè)通風(fēng)系統(tǒng)排除澆注時產(chǎn)生的大量余熱和CO等有害氣體。
(6)造型工部液壓泵站設(shè)機械送風(fēng)及排風(fēng)系統(tǒng),加強泵站通風(fēng),排除余熱、余濕空氣。
(7)造型地溝、送鑄件地溝等設(shè)全面排風(fēng)系統(tǒng),排除地溝內(nèi)余熱及污濁空氣。
(8)砂處理工部冷卻器、多角篩、混砂機等工藝設(shè)備以及機械化輸送設(shè)備如斗式提升機、皮帶機轉(zhuǎn)卸點等設(shè)集中除塵系統(tǒng)。
(9)制芯工部的冷芯盒射芯機配備尾氣凈化裝置。
(10)三乙胺集中供應(yīng)間、樹脂發(fā)送間、干冰清理芯盒間等房間設(shè)排風(fēng)裝置,換氣次數(shù)不小于12次/h。
(11)清理工部的振動落芯機、懸鏈輸送吊鉤式拋丸清理機、機械手式拋丸清理機、靜電噴粉及浸油處理線等設(shè)集中除塵系統(tǒng)。
(12)人工精清單元設(shè)集中除塵系統(tǒng)。
(13)廢砂收集、儲存系統(tǒng)設(shè)集中除塵系統(tǒng)。
為使各工部的操作工位降溫、保證車間形成良好的氣流組織和沖淡室內(nèi)有害氣體濃度,不少企業(yè)設(shè)置了送風(fēng)系統(tǒng),室外空氣經(jīng)過濾和調(diào)溫處理后送到車間,根據(jù)車間性質(zhì)不同,換氣次數(shù)控制在4~12次/h。
管理水平和管理手段要先進
現(xiàn)代化的鑄造廠要有先進的管理理念和先進的管理手段。新建鑄造項目都設(shè)立了計算機網(wǎng)絡(luò)信息系統(tǒng),在網(wǎng)絡(luò)系統(tǒng)的基礎(chǔ)上實現(xiàn)CAD/CAM的一體化、網(wǎng)絡(luò)化和自動化,以縮短產(chǎn)品開發(fā)周期和提高產(chǎn)品質(zhì)量。
很多企業(yè)具有“企業(yè)資源計劃(ERP)系統(tǒng)”、有線通信系統(tǒng)、計算機網(wǎng)絡(luò)(Intranet)系統(tǒng)、安全防范系統(tǒng)、有線電視系統(tǒng)、門禁系統(tǒng)、抄表系統(tǒng)等。
實現(xiàn)現(xiàn)代化鑄造廠的難點
一是要轉(zhuǎn)變鑄造沒有什么技術(shù)含量、簡單上一些設(shè)備就行了的觀點。我們要對鑄造工人的身體健康負責(zé),要對整個社會環(huán)境負責(zé),不能只局限于自己眼前的一點利益而排斥鑄造自動化。
二是資金不足,建設(shè)現(xiàn)代化的鑄造廠,光口頭說說是不行的,必須有合適的資金投入,沒有資金,環(huán)保、節(jié)能、自動化一切都是空想。
三是缺乏現(xiàn)代化的鑄造裝備:沒有資金是萬萬不能的,有了資金也不是萬能的,目前,我國缺乏現(xiàn)代化的鑄造裝備生產(chǎn)企業(yè),很多設(shè)備依賴進口。
四是部分鑄造裝備技術(shù)明顯落后:我國現(xiàn)有先進的鑄造廠,其熔煉設(shè)備、造型設(shè)備、砂處理設(shè)備及工藝已經(jīng)達到國外先進水平,而制芯、清理設(shè)備相對落后,特別是輸送系統(tǒng),且這兩個工部與產(chǎn)品有很大關(guān)系,也是工藝設(shè)計的難點,更是實現(xiàn)自動化的關(guān)鍵所在。
結(jié)語
現(xiàn)代化的鑄造廠不是想象出來的,大家知道,生產(chǎn)1t鑄件有4~6t的物流量,因此,廠區(qū)總體規(guī)劃非常重要,必須功能分區(qū)明晰、物流順暢、環(huán)境優(yōu)雅。僅有這些還遠遠不夠,還必須具有機械化或自動化的裝備,有現(xiàn)代化的管理手段,更有現(xiàn)代化的思想意識。希望鑄造企業(yè)家們,能夠站得更高一點,少建設(shè)一些落后的鑄造廠,多建設(shè)一些現(xiàn)代化的鑄造廠,使我國早日成為鑄造強國。
詳詢可登陸我們的官網(wǎng)http://www.chinaweiyue.com/或服務(wù)熱線15533753786
聯(lián)系人:銷售部鄧女士誠為您服務(wù)!

品")

網(wǎng)站")