- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

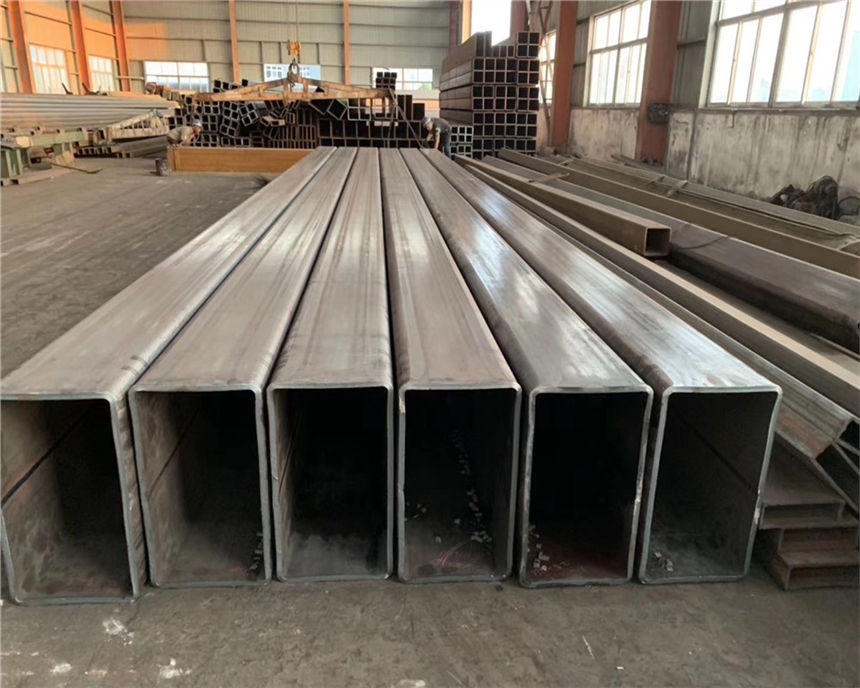
無縫方管,是四方四角的鋼管,由無縫鋼管冷拔擠壓成型的方型鋼管,無縫方管和焊接方管有著本質的差別。鋼管具有中空截面,大量用作輸送流體的管道。


鋼管與圓鋼等實心鋼材相比,在抗
彎抗扭強度相同時,重量一般較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等。2013年已用鋼管來制造。鋼管還是各種常規武器不可缺少的材料,管、炮筒等都要鋼管來制造。鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,用圓形管可以輸送更多的流體。圓環截面在承受內部或外部徑向壓力時,受力較均勻,絕大多數鋼管是圓管。
松原160*90*5非標方管生產廠家無錫高頻焊管廠家
采用以下措施可保證良好的濺渣效果:根據冶煉鋼種和吹煉工藝,正確選擇濺渣工藝:對于低TFe渣,一般控制渣中w(Mg0)在8%~11%;對于高TFe渣,控制渣中w(Mg0)在12%~14%。對于半鋼冶煉工藝,采用含碳Mg0球爐后調渣,控制渣中w(Mg0)14%;爐渣過熱度嚴格控制在100~150℃,保證爐渣具有良好的流動性;盡可能采用高氮氣壓進行濺渣,濺渣過程中采用恒流量變槍位操作;保證濺渣時間在2~3min內;經常觀察爐況,及時調整開始濺渣的時機和濺渣頻率(一爐一濺或多爐一濺);及時檢測爐底高度,避免爐底上漲。
由此可見,由于鋁合金管焊縫在組焊時由于存在結構上的特殊性使得無法按照常規方法對其進行射線探傷。實際應用要想得到令人滿意的底片,必須使射線在穿過被檢焊縫時的總的透照厚度與穿過附近母材時的總的透照厚度差不能太大,尤其對于鋁合金這類吸收系數較大的材料。如使射線垂直于焊縫透照,則不論是雙壁單影還是雙壁雙影透照,射線都同時穿過兩個不銹鋼墊板(雙壁單影透照還同時穿過兩個鋁合金墊板),射線穿過焊縫時的總的透照厚度與穿過母材時的總的透照厚度相差不大,焊縫成像黑度比較均勻,缺陷易于觀察,而且照相也比較容易。














