- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

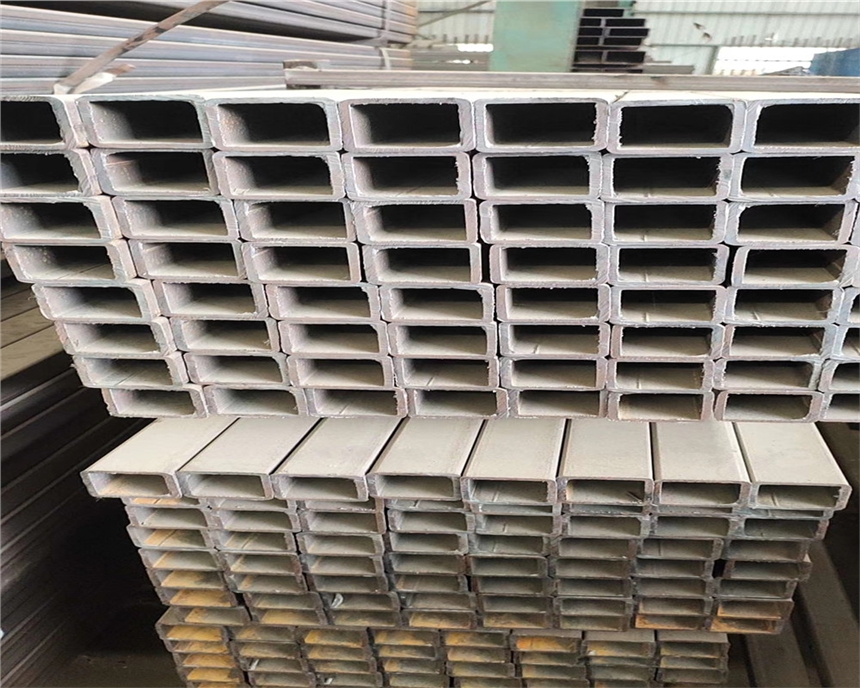
南昌180*100*10Q345B矩形方管廠家定尺無錫高頻焊管廠家大約有五十多種不同的鍛壓合金中銅的含量是99.3%,雖然只有一小部分在工業(yè)上用作電導體。這些低合金中常用的是電解韌銅,它由這純度的金屬構成,這種金屬可與氧在1-65ppm的范圍內結成合金。但是在環(huán)境中人們建議不要使用ETP銅,因為當它暴露于這些溫度時會受到氫脆裂的影響。在這樣的環(huán)境下,要么使用無氧銅,要么就使用無氧電子銅。含銀銅中電源電壓器中的應用相當有限,因為它在溫度提高時具有較高的強度和較弱的抵抗力。銅棒和銅線的生產:二十世紀七十年代以前,幾乎所有的銅都是通過分批法生產的,分批法的具體步驟是:將熔化銅澆注并凝固成為叫做“線錠”的特種鑄塊,然后在稍微受到限制的保護氛圍將棒再加熱,而后在通過熱壓法在空氣中將這一鑄造的樹形結構分解成棒的形式。接下來,就將其投放在1%的硫酸里來清除上面的氧化物,通過將一端對接在另一端而形成較長的線圈。現在,實際上所有的銅棒都是通過連續(xù)鑄造和軋制程序制成的。連續(xù)鑄造的好處是:較小的雜質微分離、減少了表面的銅氧化物顆粒、在與軋輥接觸的過程中鋼含量減少、幾乎避免了所有的焊縫、降低了整個加工成本。
1.選擇適宜的場地和庫房
(1)保管鋼管的場地或倉庫,應選擇在清潔干凈、排水通暢的地方,遠離產生有害氣體或粉塵的廠礦。在場地上要清除雜草及一切雜物,保持鋼管干凈;
(2)在倉庫里不得與酸、堿、鹽、水泥等對鋼管有侵蝕性的材料堆放在一起。不同品種的鋼管應分別堆放,防止混淆,防止接觸腐蝕;
(3)大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放;
(4)中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風良好的料棚內存放,但必須上苫下墊;
(5)一些小型鋼管、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼管以及價格高、易腐蝕的金屬制品,可存放入庫;
(6)庫房應根據地理條件選定,一般采用普通封閉式庫房,即有房頂有圍墻、門窗嚴密,設有通風裝置的庫房;
(7)庫房要求晴天注意通風,雨天注意關閉防潮,經常保持適宜的儲存環(huán)境

為進一步提高組選作業(yè)金屬回收率,強化分選指標,21年進行了φ12mmx3mm順流型磁選機試驗,將粗選機滾筒筒徑由原來的φ15mm換為φ12mm,磁場場強由.18T提高到.25T。D精礦濃縮過濾過濾作業(yè)采用18m2真空永磁外濾式過濾機脫水,礦漿進入過濾機的濃度6%左右,精礦水分11%左右,鐵精礦品位54%左右,過濾溢流返回精一作業(yè)再選。磁選尾礦先經過選鈦廠斜板濃縮后,底流進入選鈦流程,溢流自流到選礦廠1號、2號、3號、4號BCN-53m周邊轉動濃縮機進行濃縮,進入濃縮機的礦漿濃度為1%左右,濃縮機底流濃度達到43%~48%。接連磨礦-磁選(弱磁-強磁)-反浮選流程。首要特色是選用接連磨礦,將礦石直接磨至單體解離,只操控終究磨礦產品粒度。選用弱磁強磁選能夠起到排出尾礦和脫泥的兩層作用,減輕或消除礦泥對浮選的有害影響。強磁選脫泥作用。選用反浮選(浮出石英等脈石)習慣了礦石中磁鐵礦、赤鐵礦和假象赤鐵礦不同份額的改變,尤其是陰離子反浮選對礦泥的習慣才能強,如鞍鋼調軍臺選礦廠根據此流程改造后,在原礦檔次29.6%的情況下,取得了精礦檔次67.59%以上,尾礦檔次1.56%金屬收回率82.24%的目標。
2.合理堆碼、先進先放
(1)堆碼的原則要求是在碼垛穩(wěn)固、確保安全的條件下,做到按品種、規(guī)格碼垛,不同品種的材料要分別碼垛,防止混淆和相互腐蝕;
(2)禁止在垛位附近存放對鋼管有腐蝕作用的物品;
(3)垛底應墊高、堅固、平整,防止材料受潮或變形;
(4)同種材料按入庫先后分別堆碼,便于執(zhí)行先進先發(fā)的原則;
(5)露天堆放的型鋼,下面必須有木墊或條石,垛面略有傾斜,以利排水,并注意材料安放平直,防止造成彎曲變形;
(6)堆垛高度,人工作業(yè)的不超過1.2m,機械作業(yè)的不超過1.5m,垛寬不超過2.5m;
(7)垛與垛之間應留有一定的通道,檢查道一般為O.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.Om;
(8)垛底墊高,若倉庫為朝陽的水泥地面,墊高O.1m即可;若為泥地,須墊高O.2~0.5m。若為露天場地,水泥地面墊高O·3~O·5m,沙泥面墊高0.5~O.7m 9)露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼管的I槽面不能朝上,以免積水生銹
3.保護材料的包裝和保護層
鋼廠出廠前涂的防腐劑或其他鍍復及包裝,這是防止材料銹蝕的重要措施,在運輸裝卸過程中須注意保護,不能損壞,可延長材料的保管期限

故該工藝和設備在完結實驗后已運用于工業(yè)出產。出產實踐證明,它能滿意出產需求。金泥的處理鐵漿法金泥的產出率一般為精礦的1%左右,金泥含金常只1%~5%,富集比小。鑒于金泥含金檔次低,給下一步的提純帶來困難,故多選用火法熔煉或濕法冶金處理。金泥的火法熔煉能夠選用坩堝爐、小型電爐、轉爐或灰吹爐處理。因為金泥含金低、組分雜亂,特別是鉛、銅、鉍等金屬的存在,需求進行長時刻的氧化熔煉才干除掉,給火法熔煉帶來困難。
金屬電極外由礦物質熔劑包覆,熔劑熔化時形成焊渣蓋住焊接熔池。此外,包覆的熔劑還釋放出氣體保護焊接熔池,而且,還含有合金元素用來補償合金熔池的合金損失。在有些情況下,包覆的熔劑內含有所有合金元素,中部的焊條僅是碳鋼。然而,在采用這些類型的焊條時,需要特別小心,因為所有飛濺都具有軟鋼性質,在使用過程中焊縫會銹蝕。如果使用直流電弧,焊條連接到正極,但如果使用鈦型焊條,也可以使用交流電弧。電壓一般為2~3伏,電流取決于焊接材料的厚度、焊條規(guī)格、焊接結構,范圍在15~4安。電阻焊這種焊接包括一系列的焊接技術。其共性是通過輸入高電流使不銹鋼局部熔化來完成焊接。簡單的例子是點焊,在點焊時,利用兩塊銅電極夾住要焊接的工件,然后,使電流流經所夾的材料。電阻焊的另一種形式是滾焊,在滾焊時,電極為銅輥。沿焊接的材料上移動來獲得"連續(xù)的"點焊。縫焊廣泛用于兩片組合的容器和其它耐用消費品的焊接。高頻焊也依靠電阻加熱完成,但電流是通過磁感在不銹鋼內部產生。這種焊接方法用于用帶鋼生產焊管。
上述鋼種由于嚴格控制了碳、硫、磷含量,焊接性明顯改善。在國外超臨界和特臨界鍋爐已逐步推廣應用,取得了可觀的經濟效益。力容器用鋼的新發(fā)展近年來,壓力容器用鋼的發(fā)展與鍋爐用鋼不同,其主攻方向是提高鋼的純凈度,即采用各種先進的冶煉技術,限度地降低鋼中的有害雜質元素,如硫、磷、氧、氫和氮等的含量。這些冶金技術的革新,不僅明顯地提高了鋼的沖擊韌性,特別是低溫沖擊韌性,抗應變時效性、抗回火脆性、抗中子幅照脆化性和耐蝕性,而且可大大改善其加工性能,包括焊接性和熱加工性能。
兩種分析方法有著質的區(qū)別。兩者相互之間又存在著內在的聯(lián)系,(火用)平衡是建立在熱平衡的基礎之上的。2(火用)分析與(火用)效率通常的熱量平衡和能量轉換效率并不能反映出(火用)的利用程度,因而我們引入了(火用)效率的概念。(火用)效率與能量轉換效率由類似的定義,所不同的是,(火用)效率是收益(火用)與支付(火用)的比值。(火用)效率Ex為有了(火用)效率的概念,我們就可以針對某個熱力系統(tǒng)建立(火用)平衡關系式,并對其進行(火用)分析,從而達到以下目的:定量計算能量(火用)的各項收支、利用及損失情況。
4.保持倉庫清潔、加強材料養(yǎng)護
(1)材料在入庫前要注意防止雨淋或混入雜質,對已經淋雨或弄污的材料要按其性質采用不同的方法擦凈,如硬度高的可用鋼絲刷,硬度低的用布、棉等物;
(2)材料入庫后要經常檢查,如有銹蝕,應清除銹蝕層;
(3)一般鋼管表面清除于凈后,不必涂油,但對優(yōu)質鋼、合金薄鋼板、薄壁管、合金鋼管等,除銹后其內外表面均需涂防銹油后再存放;
(4)對銹蝕較嚴重的鋼管,除銹后不宜長期保管,應盡快使用。
振動切削的特點使其在改善零件加工表面完整性方面獨具優(yōu)勢。振動切削改善零件加工表面完整性的優(yōu)勢降低切削力和切削溫度振動切削時,刀具與工件間相對運動速度的大小和方向均產生周期性變化,被加工材料的彈塑性變形和刀具各接觸表面的摩擦系數都較小,且切削力和切削熱均以脈沖形式出現,使切削力和切削溫度的平均值大幅度下降(切削力僅為普通切削時的1/2~1/1,切屑的平均溫度僅4℃左右),從而改善了切削條件,提高了工件加工質量和刀具使用壽命,減小了切削力引起的變形和切削溫度引起的表面熱損傷、表面熱應力及工件熱變形,尤其為需要熱處理的零件減小熱處理變形及裂紋創(chuàng)造了十分有利的條件,容易實現高精密加工。
中厚板是指厚度4.5-25.0mm的鋼板,廣泛應用于建筑工程、機械制造、容器制造、造船、橋梁建造等。中厚板表面質量問題不僅影響產品外觀,更重要的是表面缺陷的存在可能會降低鋼板的抗腐蝕性、耐磨性、疲勞極限等性能,因而受到生產廠和用戶的高度重視。在當今競爭激烈的市場上,表面質量優(yōu)良的中厚板才會被接受,才更具有競爭力。中厚板的表面質量主要是指其表面的光潔程度、表面有無缺陷等,是中厚板的主要質量指標之一。
W型管的連接采用不銹鋼卡箍件進行連接施工。不銹鋼卡箍件由膠套、卡箍、穿孔滾動軸及螺栓構成。接口采用橡膠套密封,效果好,能承受來自各方向的震動。外罩為不銹鋼卡箍,接口美觀牢固、耐腐蝕。在安裝接口時將卡箍放松到直徑限位,先將不銹鋼外套套入管道,然后接口的兩端分別對入橡膠套內,將不銹鋼外套套在橡膠套外部擰牢即可獲得滿意效果。W型管連接方式決定了其安裝、維修方便的特點,由于采用螺栓緊固擠壓橡膠密封套的連接方式連接,密封程度除了同材料本身有關系外,主要取決于螺栓的緊固程度。





網站")









