- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
(1)特大型600× 600× 25方管生產線、生產范圍100× 100— 600× 600,壁厚2— 25mm,材質普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產橢圓、菱形等異型管。


(2)高精度冷管及開口型鋼生產線20× 20— 150× 150,壁厚0.8— 8mm. 承攬高精密方矩管,可生產三角形、八棱型、六棱型、橢圓及其它異型,并可生產8mm以下各型開口型鋼。
(3)厚壁圓管改徑設備,可生產非標厚壁圓大可到25mm,包括190× 20,216× 20,267× 20等非標等徑,具體可協商制造。
(4)熱軋方管試制投入50× 50— 250× 250,2— 18mm可生產熱軋異型、歐標、美標產品、直角方管,可保證方管的各種機械性能。一、無縫方管簡介:
蕪湖120*100*516MN方管Q235材質農業大棚用Q355B方管
如YB/T56YB/T56YB/T56YB/T568規定的12Mn、16Mn、19Mn;低合金耐候鋼,如GB/T4171規定的9CuPCrNi-9CuPCrNi-9CuP、GB/T4172規定的16CuCr、12MnCuCr、15MnCuCr、15MnCuCr-QT;鐵道用低合金鋼。如GB2585規定的低合金重軌鋼U71Cu、U71Mn、U7MnSU71MnSiCu、YB/T555規定的起重機用低合金鋼軌鋼U71Mn;礦用低合金結構鋼,如GB/T2414規定的M54、M565熱處理鋼;輸油、輸氣管線用低合金鋼;其他低合金鋼。
世界上除有名的SIEMENS、FANUC等數控系統專業廠已經開發生產了許多適用于平面或成型磨削的系統外,一些平磨生產廠本身也積極開發了適用于其磨床的數控系統。主要有:西門子公司的SINUMERIK84D系統,該系統具有二十多根伺服軸,坐標連續行程控制,手動數據輸入或通過外部計算機輸入,遠程診斷,可隨砂輪直徑減小而變化行程,砂輪修整量自動補償,滾珠絲杠間隙誤差補償等。西門子3G系統是專為磨削加工而開發的,裝有用來人機對話的操作提示裝置,在軸線傾斜時,也可進行直線和圓弧插補,在磨削中經常出現的運行循環,如主軸擺動,用外部信號中斷執行程序,砂輪切入,砂輪修整等專用準備功能,編制固定循環程序。
使用整體式立銑刀加工外圓零件和精銑較深的窄槽等。以上刀具的wiper刀片結構,是通過刀具四個切削刃中的兩個通往零件深處進切行削,達到高精度加工的。但使用這種方法,在刀具接近一個臺階和一槽兩側面加工時,就將出現問題。這時在偏心刀具加工后,將會在零件表面留下許多個圓角。為了加工掉這些圓角,刀具必須進行第二次加工。這時不再需要刀具偏斜,沿Y軸將刀具移動到零件的中心位置進行加工。而這次所謂的二次加工,沒有能夠切削到金屬材料(有時需要留些余量加工),除非要求臺階處必須清根,而這在實際使用中是不允許的。
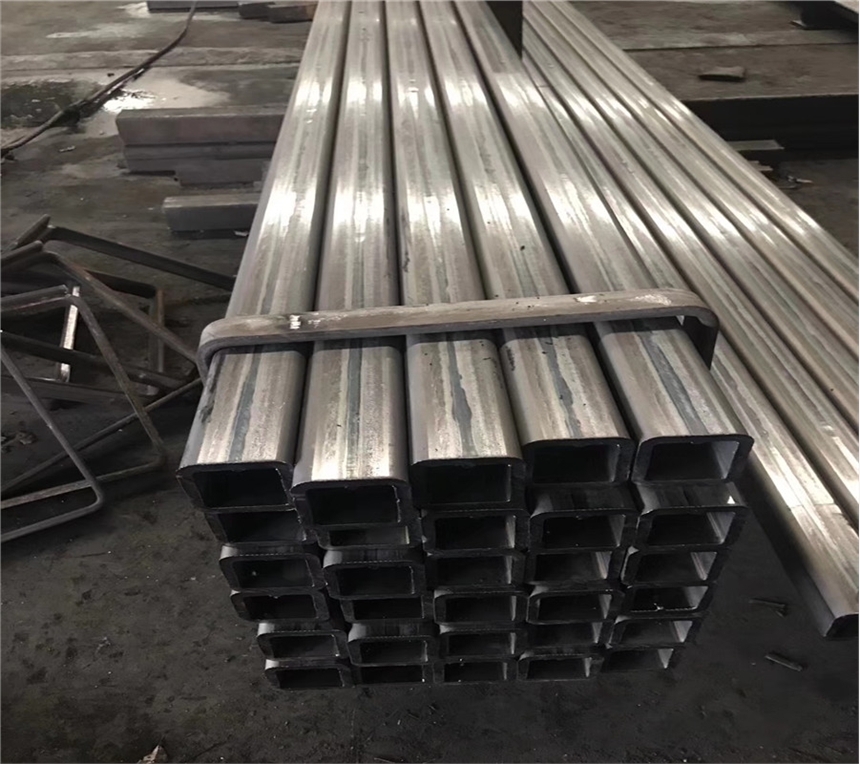
無錫大口徑矩形方管廠家供貨-無錫大口徑方矩管廠是一種具有中空截面周邊沒有接縫的長條鋼材。鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。 北方工業大學的學者為了研究成形工藝對于產品的不同影響,以規格為100mm×100mm×6mm,材料為Q235的兩種成形工藝的方管為研究對象,采用鉆孔法對方管各個部位的殘余應力進行了測量,并觀測了焊縫處的顯微組織。研究結果表明,不同成形工藝對縱向殘余應力的分布影響較大,焊縫處的殘余應力大。此外,圓環截面在承受內部或外部徑向壓力時,受力較均勻,因此,絕大多數鋼管是圓管。但是,圓管也有一定的局限性,如在受平面彎曲的條件下,圓管就不如方、矩形管抗彎強度大,一些農機具骨架、鋼木家具等就常用方、矩形管。根據不同用方管的力學性能。二:生產流程及分類:


1、按生產分類 (1)無縫管——熱軋管、冷軋管、冷拔管、管、頂管(2)焊管(a)按工藝分——電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管(b)按焊縫分——直縫焊管、螺旋焊管 2、按斷面形狀分類 (1)簡單斷面鋼管——圓形鋼管、方形鋼管、橢圓形鋼管、三角形鋼管、六角形鋼管、菱形鋼管、八角形鋼管、半圓形鋼圓、其他(2)復雜斷面鋼管——不等邊六角形鋼管、五瓣梅花形鋼管、雙凸形鋼管、雙凹形鋼管、瓜子形鋼管、圓錐形鋼管、波紋形鋼管、表殼鋼管、其他3、按壁厚分類——薄壁鋼管、厚壁鋼管 4、按用途分類——管道用鋼管、熱工設備用鋼管、機械工業用鋼管、石油、地質鉆探用鋼管、容器鋼管、化學工業用鋼管、特殊用途鋼管。無錫大口徑矩形方管廠家供貨-無錫大口徑方矩管廠, (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成方管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。 鋼筋型號:鋼筋種類很多,通常按化學成分、生產工藝、軋制外形、供應形式、直徑大小,以及在結構中的用途進行分類: (1)按軋制外形分①光面鋼筋:I級鋼筋(Q235鋼鋼筋)均軋制為光面圓形截面,供應形式有盤圓,直徑不大于10mm,長度為6m~12m。
三:無縫方管的重量計算公式:
[1]方管重量計算公式:4*壁厚*(邊長-壁厚)*7.85 矩形管重量計算公式:(周長3.14-壁厚)*壁厚*0.02466。
公司網址:http://.lcxtgg.com四:無縫方管:
1:GBT3094-2000:,冷拔異型鋼管
2:GBT6728-2002:,結構用冷彎空心型鋼
3:ASTM A 500:美國,結構用碳素鋼冷成型圓截面和異型截面焊接鋼管和無縫管
4:JIS G 3466:,一般構造用角型鋼管
5:DIN EN 10210:歐洲,非合金和細晶粒結構鋼及熱精加工結構空心型材
6:DIN EN 10219:歐洲,非合金和細晶粒結構鋼及冷彎成型空心型材
7:GBT 178-2005:,建筑結構用冷彎矩形鋼管
蕪湖120*100*516MN方管Q235材質農業大棚用Q355B方管壓制時推頭自上而下的壓制管子,管子發生相應的變形。下料尺寸的確定在確定冷壓不銹鋼彎頭的下料尺寸時必須考慮以下幾個因素:不銹鋼彎頭的設計長度、彎頭的端面加工余量以及管材的拉伸和壓率,同時由于壓力是作用在管節的端面上,因此需在管節長邊留有一定長度的直段h),以保證在壓制時管節的接口處不致發生變形。根據以上考慮可確定下料尺寸如下:外弧下料長度:X1=27cR1/4—27cR1/4+2C1內弧下料長度:X2=27R2/4+27R2/4+2”C2-式中尺——外弧半徑;,——內弧半徑;——拉伸率;——壓縮率;c——加工余量;D——管節外徑;R1=Ro+D/2=2D下料尺寸結構圖如圖5所示。
無錫大口徑矩形方管廠家供貨-無錫大口徑方矩管廠, 4、石油地質鉆探用管。如:石油鉆探管、石油鉆桿(方鉆桿與六角鉆桿)、鉆挺、石油油管、石油套管及各種管接頭、地質鉆探管(巖心管、套管、鉆桿、鉆挺、按箍及銷接頭等)。, 水壓試驗:在水壓試驗機上對擴徑后的進行逐根檢驗以保證達到要求的試驗壓力,該機具有自動記錄和儲存功能;過共析鋼冷卻時沿acm線析出的碳化物(二次滲碳體)呈網結狀,共析滲碳體呈片狀。鐵碳合金冷卻到Ar1以下時,由鐵素體中析出滲碳體(三次滲碳體),在二次滲碳體上或晶界處呈不連續薄片狀。珠光體-鐵碳合金析反應所形成的鐵素體與滲碳體的機械混合物。珠光體的片間距離取決于奧氏體分解時的過冷度。過冷度越大,所形成的珠光體片間距離越小。在A1~65℃形成的珠光體片層較厚,在金相顯微鏡下放大4倍以上可分辨出平行的寬條鐵素體和細條滲碳體,稱為粗珠光體、片狀珠光體,簡稱珠光體。認為在操作壓增加、但流速不增加的區域,不適當膨脹導致的能量損失與壓力能的增加相抵消。將噴嘴入口的操作壓與適當壓之比P0/P0P定義為不適當度,整理各噴嘴的中心軸向流速。結果發現,射流中心軸向流速與距噴嘴的距離成反比衰減。所以,將流速與音速相等(馬赫數=1)的位置設為射流中心長度Hc,任意中心軸位置的流速(馬赫數M)用公式表示。縱坐標取射流中心長度與適當膨脹時的射流中心長之比Hc/Hcp,代表中心軸向流速。當無水流或水流少時,對于冷凝器來說,冷凝器負荷減少,冷凝溫度和壓力上升,造成冷凝器出口的冷媒經過膨脹閥時的流量大幅減少,制冷量下降,如果壓縮機持續在高冷媒壓力下運行將發生“跳機”故障。水流檢測是判定水泵運轉后是否有合適的水流量經過蒸發器,只有有適當的水流量經過蒸發器時才允許壓縮機啟動,整個制冷系統才有可能正常運行。冷水機組靶式流量開關的常見問題在空調系統的水流量檢測上目前主要有兩種低成本的檢測形式,一種是靶式流量開關,另一種是壓差式流量開關。否則,將試樣放置在鋼板上,使標線位于正上方。將另外兩個試樣旋轉12°和24°進行試驗。開始試驗并記錄力和形變的值,形變可通過測量鋼板的位移得到,但若試樣壁厚變化超過1%,應通過測量內徑的變化得到形變數據。測試管材時形變應至少達到3%,測試管件時形變至少達到4%。剛度計算:管材環剛度的計算按公式式中:F——管材3.%形變時施加的力,千牛;L——試樣長度,m;y——試樣3.%的形變,m。














