- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


刮去管材需焊接區域外表面的氧化層,去除碎屑,用記號筆作好標記。將刮好的管材插入管件內作好標記處,確保接縫在該管件冷料段,固定好欲焊組合件;應在焊接當前需用管件時再從包裝中取出該管件,保持清潔與干燥。打開管件護帽,接好焊機導線,當電源離焊機較遠時,如超過1m將可能產生欠壓報警現象,應加粗電源線或配接發電機,而且當管件規格在2mm及其以下的必須用功率不低于5KW的本田發電機,大于2mm的應配備更大功率的本田發電機。

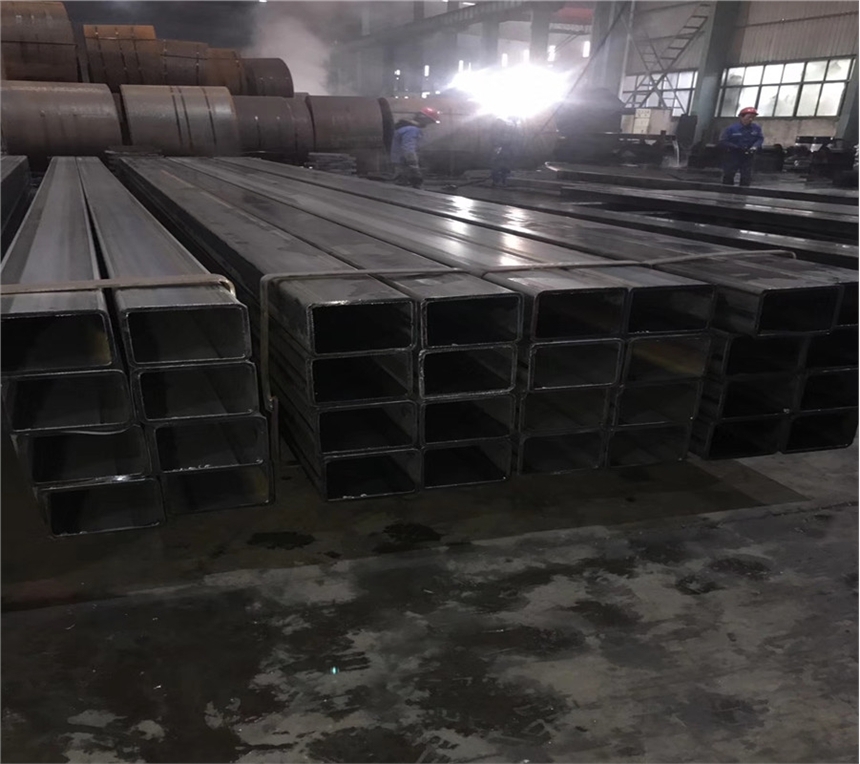
可生產非標方管價格低:送貨上門。公司是一家以生產矩形鋼管為主的方管廠作為專業矩管生產加工,無縫方管生產加工企業,矩形鋼管生產工藝采用先進的熱軋鋼管生產線生產,產品銷往全國,并部分出口,同時對外承攬來料加工業務,可根據客戶需求生產各種非型號和各種鋼號鋼管。公司是一家專業生產高頻焊接方矩管的生產企業。車間配備有30條高頻焊接生產線,這些先進的設備均由專業化的微機操作。作為方管、矩管的生產商之一,我們的年產量近100萬噸。產品覆蓋20× 20— 600× 600的特大型方管,以及冷彎異型管、開口型鋼、熱軋方管、非標圓管。 特大型600× 600× 25方管生產線、生產范圍100× 100— 600× 600,壁厚2— 25mm,材質普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產橢圓、菱形等異型管。彎曲扭曲為1/1000以下。
方管 20*20*2
方管 30*30*2
方管 50*50*3
方管 50*50*3.5
方管 50*50*3.75
方管 60*60*1.7
方管 60*60*2
方管 60*60*2.3
方管 60*60*2.5
方管 60*60*2.75
方管 60*60*3
方管 60*60*3.25
方管 60*60*3.5
方管 60*60*3.75
方管 70*70*2.75
方管 70*70*3
方管 70*70*3.5
方管 80*80*1.8
方管 80*80*2
方管 80*80*2.3
方管 80*80*2.5
方管 80*80*2.75
方管 80*80*3
方管 80*80*3.5
方管 80*80*3.75
方管 80*80*4
方管 80*80*4.75
方管 80*80*5
方管 100*100*1.8
方管 100*100*3-4-5-6-8-10
方管 100*100*2.5
方管 100*100*2.75
方管 100*100*5
方管 100*100*3.5
方管 100*100*3.75
方管 100*100*4
方管 100*100*4.5
方管 100*100*4.75
方管 120*120*2.5
方管 120*120*2.7
方管 120*120*3.5
方管 200*200*5.75大口徑方矩管,是方形管材的一種稱#;,也便是邊長持平的的鋼管。是帶鋼通過工藝處理卷制而成。出一條深線來,;因為優質的鋁管是比較純的鋁材所制,;鋁所具有的良好延伸性.;當然這種好材料一般用在軍工產業或特殊行業.;把鋁管的內壁用利器刮。;一般是把帶鋼通過拆包,平坦,曲折,焊接構成圓管,再由圓管軋制成方形管然后剪切成需求長度。成果證明,用陶制磨礦機在弱堿性(pH9.)石灰和蘇打溶液中磨礦時,氧耗量不超越其原始濃度(9.2毫克/升)的5%此刻,溶液中砷含量為1~2毫克/升。在較強堿性(pH9.6)的溶液中,氧耗量進步到85~9%,而砷的濃度則增到1~14毫克/升從鋼制的磨礦機來看,在欲研討的悉數溶液中,氧需要量約為8%。可是,在蘇打溶液中砷的含量為8毫克/升。此刻在石灰介質中砷的濃度-般都較小(約為.8毫克/升)。
下管前應將U型換熱管與灌漿管捆綁在一起,并采取防止U型管上浮的措施。在預制管樁口處放置麻袋之類的襯墊物品,以防止下管過程中換熱管磨損而導致其耐壓等性能下降。因為在做承臺時,管樁內埋管要接出去承臺,所以管子的長度應大于樁深度再加承臺高度的長度。回填工序也稱為灌漿封井,回填的目的是強化U型換熱管與預制管樁壁之間的傳熱,用注漿泵或泥漿泵將回填物高壓從樁底向上封入,回填物中不得含有大粒徑的顆粒,回填時必須根據灌漿速度的快慢將灌漿管逐步抽出使混合漿自下而上回灌封井,確保回灌密實,無空腔,減少傳熱熱阻。
只有近似牌號15Cr19Ni26Mo5Cu2鋼,少數歐洲儀表廠商的關鍵材質采用94L不銹鋼,E+H的質量流量計的測量管就是采用94L不銹鋼,勞力士手表的表殼也采用94L不銹鋼。、44C不銹鋼。馬氏體不銹鋼、在可淬硬性不銹鋼、不銹鋼中硬度,硬度為HRC57。主要用于制作噴嘴,軸承,閥門的閥芯、閥座、套筒、閥桿等。、17-4PH不銹鋼。馬氏體沉淀硬化不銹鋼,硬度為HRC44,具有高強度、硬度和抗腐蝕性,不能用于高于3℃的溫度。加工T1鋼鍛造工藝規范項目加熱溫度℃鍛溫度℃端溫度℃冷卻鋼錠11~11515~1175~85空冷鋼坯115~1112~1875~8空冷2預備熱處理1鍛后退火:加熱溫度75~77℃,保溫1~2h,爐冷至55℃以下出爐空冷,退火后硬度≤197HBS。后等溫退火:加熱溫度為75~77℃,保溫1~2h,等溫溫度68~7℃,保溫1~2h,,爐冷至55℃以下,出爐空冷,硬度≤197HBS。溫回火(再結晶退火):加熱溫度為65~7℃,保溫2~3h,空冷(或爐冷),硬度≤197HBS。火:加熱溫度為8~85℃,空冷,硬度為255~321HBS。目的在于細化過熱鋼的晶粒、消除網狀碳化物。制處理:加熱溫度為78~8℃,油冷;回火溫度為6~68℃,爐冷或空冷,硬度為183~27HBS。目的在于提高在退火狀態硬度低于183HBS鋼材的切削加工性,以改善加工后表面粗糙度。