- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


 方管產品說明
方管產品說明
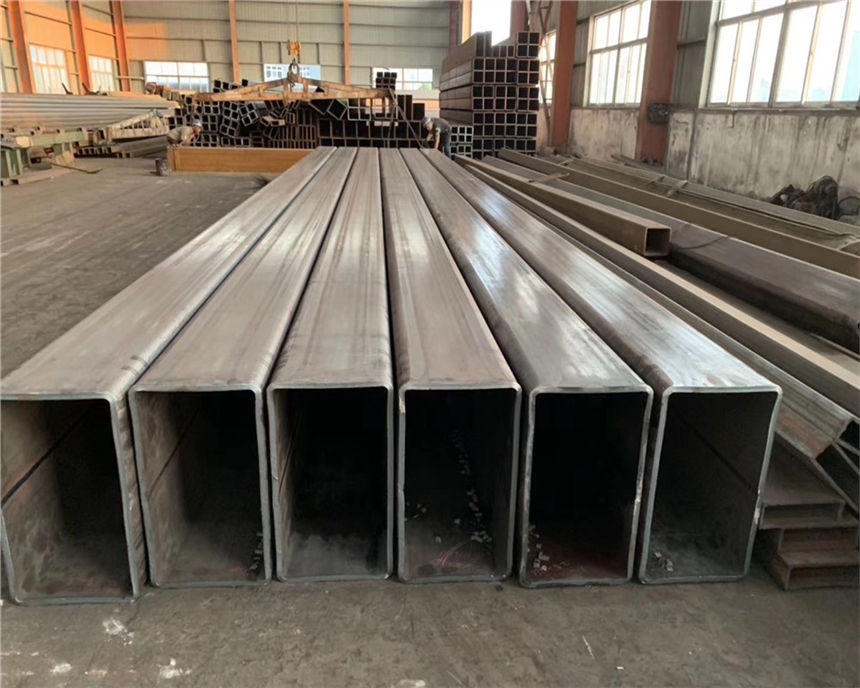
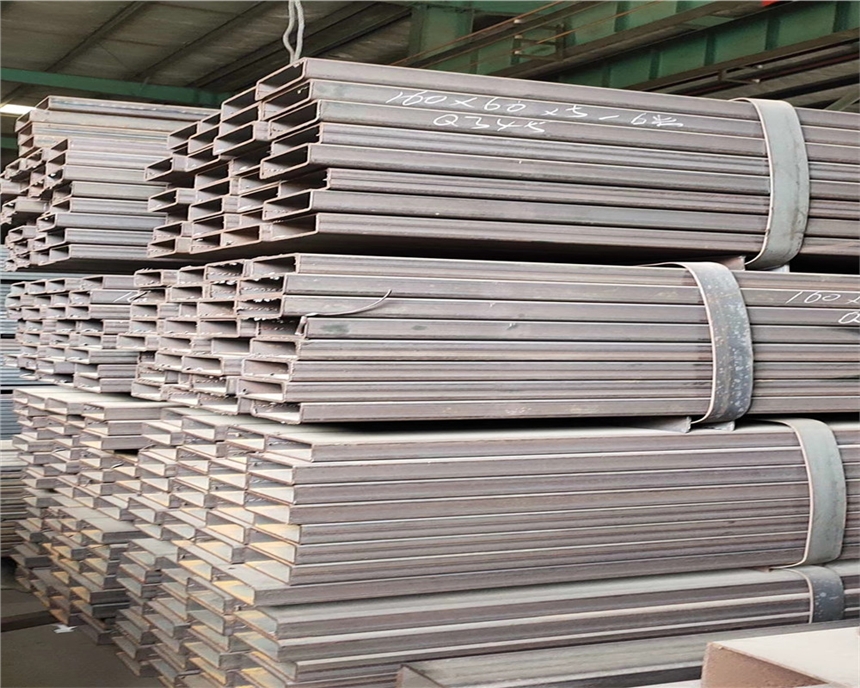
滁州160*160*5無縫方管價格變動農業建設用Q355B方管方管是一種空心方形的截面輕型薄壁鋼管,也稱為鋼制冷彎型材。它是以Q235熱軋或冷軋帶鋼或卷板為母材經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋特厚壁方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平。

在傳統壓鑄過程中,金屬液以高速紊流的方式充填模具型腔進而裹氣,同時由于型腔內已存在的氣體和涂刷在已經預熱模具表面涂料產生的氣體在成形時也無法完全排除,在高壓作用下氣體溶解在合金中或者形成彌散分布的高壓微氣孔存在于鑄件中,進而嚴重影響壓鑄件的力學性能和耐蝕性能,導致傳統液態壓鑄件無法通過熱處理強化。而半固態壓鑄充分應用了半固態漿料/坯料的特性,利用其觸變特性實現以層流方式平穩充型,所得的壓鑄件組織致密均勻、性能提高,且能延長模具壽命。
采用紅外線氣體分析儀和計算機可對爐氣中的COCO、CH4爐氣壓為等因素控制甚至達到±.2的精度。目前可控硅控溫技術已達相當普及程度,各種規格的控制器都可在市場上買到。一些高校,科研單位和企業開發的按工藝參數和質量關系的數字模型用計算機直接控制產品的嘗試已取得成功,部分成果已在生產上應用。嚴格的質量管理通過熱處理行業協會開展的質量管理信得過企業、規范企業評選活動和質理檢驗員的培訓,在本世紀初熱處理企業的生產管理和質量管理水平有了明顯提高。2該貧磁鈦鐵礦主要回收的金屬礦物為磁鐵礦和鈦鐵礦。磁鐵礦可采用弱磁選回收。鈦鐵礦可采用強磁—浮選工藝回收。終產品必須除雜質,降硫除磷。3該礦中磁鐵礦、鈦鐵礦嵌布粒度一般在.15mm(14目)~.52mm(3目),嵌布粒度很細,磨礦粒度達-.74mm(-2目)時,單體解離為9%以上;磨礦粒度達-.37mm(-4目)時,單體解離度98%以上,要使金屬礦物完全單體解離,磨礦細度應在.74mm~.37mm。 方管用途
方管 的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,等。
鍍鋅方管分類
方管生產工藝分類
方管按生產工燒結礦制備及冷卻是鋼鐵行業的重要工藝過程,燒結礦抗壓和高位跌落強度是影響燒結礦成品率的重要參數。科學院力學研究所的學者以燒結礦為試驗樣品,獲取了燒結礦抗壓和跌落強度。研究結果表明:燒結礦承壓能力取決于燒結礦的品質,微氣孔較少燒結礦承壓能力強,微氣孔較多燒結礦承壓能力差,對于試驗樣品燒結礦來說,20~30mm粒度燒結礦平均抗壓強度為5.02MPa;500~700℃高溫燒結礦2m高位跌落產生的10mm以下粒度的燒結礦增加2.70%,5mm以下粒度的燒結礦增加1.11%。藝分:熱軋無縫方管、冷拔無縫方管、擠壓無縫方管、焊接方管。
其中鍍鋅方管又分為:
(a)按工藝分——電弧焊方管、電阻焊方管(高頻、低頻)、氣焊方管、爐焊方管
(b)按焊縫分——直縫焊方管、螺旋焊方管
方管材質分類
方管按材質分: 普碳鋼方管、低合金方管。普碳鋼分為:Q195、Q215、Q235、SS400、20#鋼、45#鋼等;低合金鋼分為Q345、16Mn、Q390、ST52-3等。
方管生產標準分類
方管按生產標準分:國標方管,日標方管,英制方管,美標方管,歐標方管,非標方管。
方管斷面形狀分類
近年來,山東省冶金工業也保持了高速發展,隨著鋼鐵產量的增長,鐵礦石供需矛盾日益突出,23年全省成品鐵礦石需求量達21多萬t,而省內74家鐵礦山的原礦產量為993.5萬t、成品礦產量63.53萬t,鐵礦石自給率3%左右,低于全國平均水平。東鐵礦資源回收及尾礦利用情況2.1資源儲量及生產情況山東省現有省屬以上鐵礦山8家,其中企業1家。3年度完成采掘(剝)總量19萬t,原礦產量62.4萬t,成品礦產量332.5萬t(其中鐵精礦產量294.1萬t)。
爐腹角和高徑比是大型高爐設計中必須高度重視的主要參數,該參數選擇的是否合理直接影響到高爐投產后爐況的穩定和指標的提升。大高爐的爐腹角和高徑比均比小高爐低,對于大型高爐而言,一般控制爐腹角在80.5~82.5和高徑比在1.95~2.20。4爐缸、爐體的長壽化改善在大高爐建設投資額要高于小高爐近7倍左右的條件下,實現大高爐的低成本目標必須通過盡可能延長高爐使用壽命來實現。因此,實現大高爐的長壽化又是一項完整的系統工程。
這類NC仿真軟件中,有不少軟件具有極為優異的性能,如可從金屬切除體積計算出加工效率;根據金屬切除體積來判斷切削加工是否產生過載;如果負荷固定,由于進給速度過高而產生過載,仿真軟件可調整進給速度,防止過載產生,并可縮短切削加工時間等。切削加工仿真技術的另一發展動向是研究解析切削加工過程中的物理現象,如被加工材料因塑性變形而產生熱量,被切除材料不斷擦過刀具前刀面形成刀屑后被排出,以及由刀具切削刃切除不需要的材料而在工件上形成已加工面等,并將這一系列切削過程通過計算機模擬出來,目前能達到這種理想目標的產品還為數不多。
產品質量好,能滿足用戶提出的力學性能、表面質量、厚度、精度等各種要求。鋼卷的兩端均能壓下,減少了切頭切尾損失,金屬收得率高。產量高,年產量一般在數十萬噸到1萬t以上。采用液壓壓下裝置和一系列自動化控制及各種新技術,其優點更為突出。表1-112mm四輥可逆式冷軋機主要技術性能性能12mm四輥可逆式冷軋機工作輥直徑/支撐輥直徑×輥身長度/mm×mm軋制力/kN軋制速度/ms-1主電機功率/kw壓下形式原料厚度×寬度/mm×mm成品厚度/mm鋼卷質量/t鋼卷外徑/mm卷取機直徑/mm卷取機電機功率/kw卷取機張力/kN卷取機速度/ms-1開卷機功率/kw開卷機張力/kN開卷機速度/ms-1年產量/萬t4/13×121813.82×2電動壓下(1.8-3.O)×(55-12)O.2~1.51518752×66113.82×8346.91多機架連續式冷軋機的缺點是:各機架的延伸和軋制速度不易調整,生產操作較難掌握。













