- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
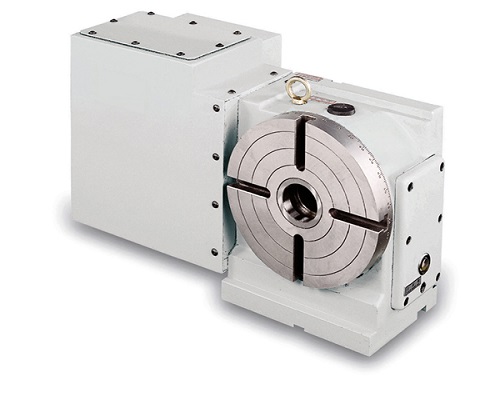
利川市 潭興數控分度盤 TANSHING0 譚興第四軸MRNC400數控轉臺老化保養維修

.啟動時,順次啟動吸磁、油泵、砂輪、水泵及跋涉開關。在下刀時,嚴厲控制下刀的距離,避免下刀過太損壞砂輪及工件。一般來說,關于改制的磁芯,一般選用樹脂粘合劑型砂輪,且每次的進刀量不得超越0.2mm,次進刀與后一次進刀控制在O.1mm內關于直接開氣隙的磁芯,一般運用金屬粘合劑砂輪,且每次的進刀量不得超越0.1mm,次進刀與后一次進刀控制在0.05mm內;
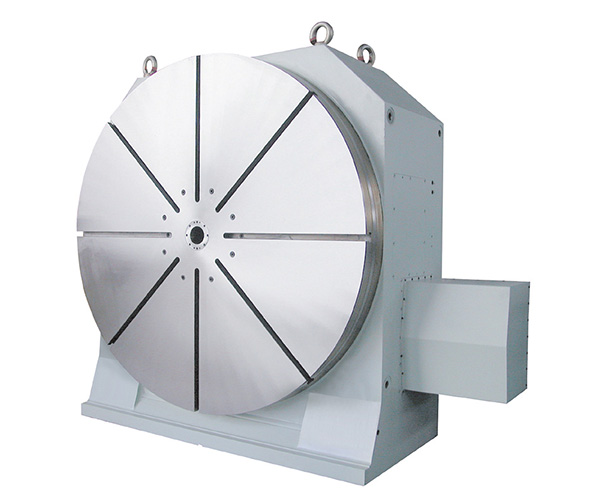
4.工件的長度與寬度禁止超越作業臺臺面的長度與寬度;利川市 潭興數控分度盤 TANSHING0 譚興第四軸MRNC400數控轉臺老化保養維修
5.磨削過程中砂輪未退出作業臺面的工件時禁絕停車.停車時應先中止磨槽的跋涉,后順次中止水泵,砂輪、油泵及消磁后,方可取下磨削工件;
6.自動走刀時必頌運用定位保險設備。利川市 潭興數控分度盤 TANSHING0 譚興第四軸MRNC400數控轉臺老化保養維修快速跋涉時應將手柄方位固定,作業臺的運轉范圍內禁止有任何人及任何東西靠近,并留意作業臺移動避免發作碰撞事故;
7.關于每一次磨好的工件,都應進行抽樣查看(關于磁芯.抽樣份額為3%,利川市 潭興數控分度盤 TANSHING0 譚興第四軸MRNC400數控轉臺老化保養維修其他視工件規格而定),待抽樣結果完全符合工藝要求之后,方可取下工件;
8.裝卸砂輪時應切斷電源,在作業臺面上墊好木扳。在裝載砂輪前,有必要保證砂輪現已經過平衡校對。定時用專用工具(鉆石批改器或工件)及水平儀修整砂輪及校對作業臺面的平衡,一般一周校對一次,若機床作業時呈現異常現象。如磨削后的工件變形或一致性不好時.應立即對砂輪進行批改及對作業臺面進行校對;
9.運用過程中,有任何異常情況,應立即中止操作,關掉設備電