|
|
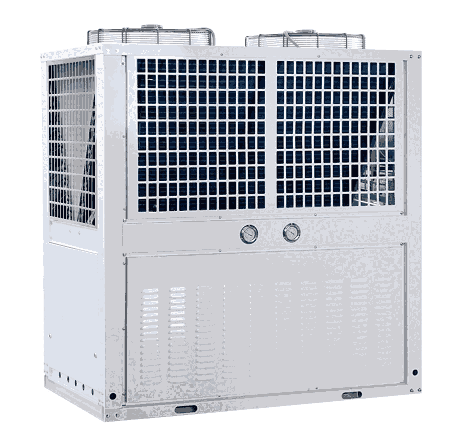
ė╬ėŠ^ĮĪ╔ĒĘ┐裣h(hu©ón)▀^(gu©░)×V╦«▒├╚½ą┬╔²╝ē(j©¬)Į╗žø┐ņ╝čä┼╦«╠Ä└Ē
|
|
|
|
|
«a(ch©Żn)ŲĘār(ji©ż)Ė±Ż║
|
299.00/╚╦├±Ä┼
|
|
ūŅ║¾Ė³ą┬Ż║
|
2024-09-06 11:27:42
|
|
«a(ch©Żn)ŲĘ«a(ch©Żn)ĄžŻ║
|
║ė▒▒╩»╝ęŪf
|
|
░l(f©Ī)žøĄžŻ║
|
║ė▒▒╩»╝ęŪf (░l(f©Ī)žøŲ┌Ż║«ö(d©Īng)╠ņā╚(n©©i)░l(f©Ī)žø)
|
|
╣®æ¬(y©®ng)öĄ(sh©┤)┴┐Ż║
|
▓╗Ž▐
|
|
ėąą¦Ų┌Ż║
|
ķL(zh©Żng)Ų┌ėąą¦
|
|
ūŅ╔┘ŲėåŻ║
|
1
|
|
×gė[┤╬öĄ(sh©┤)Ż║
|
16
|
 ĪĪĪĪ ĪĪĪĪåT«a(ch©Żn)ŲĘ")
|
|
|
|
╣½╦Š╗∙▒Š┘Y┴Žą┼Žó
- ║╝ų▌╝čä┼╦«╠Ä└ĒįO(sh©©)éõėąŽ▐╣½╦Š
- ║╬ÅŖ(qi©óng)│»Ž╚╔· Įø(j©®ng)└Ē
- Ģ■(hu©¼)åT[įćė├Ģ■(hu©¼)åT«a(ch©Żn)ŲĘ]
- Ó]╝■652578597@qq.com
- ╩ųÖC(j©®)13968009772
- ļŖįÆ

- é„šµ

- ĄžųĘšŃĮŁ╩Ī║╝ų▌╩ą╣░╩¹ģ^(q©▒)┐Ąųą┬Ę16╠¢(h©żo)┐Ą│Ū╣żśI(y©©)ł@1╠¢(h©żo)śŪ313
-
╚ļŲ¾śI(y©©)ŠW(w©Żng)šŠ")
|
|
.jpg)