- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
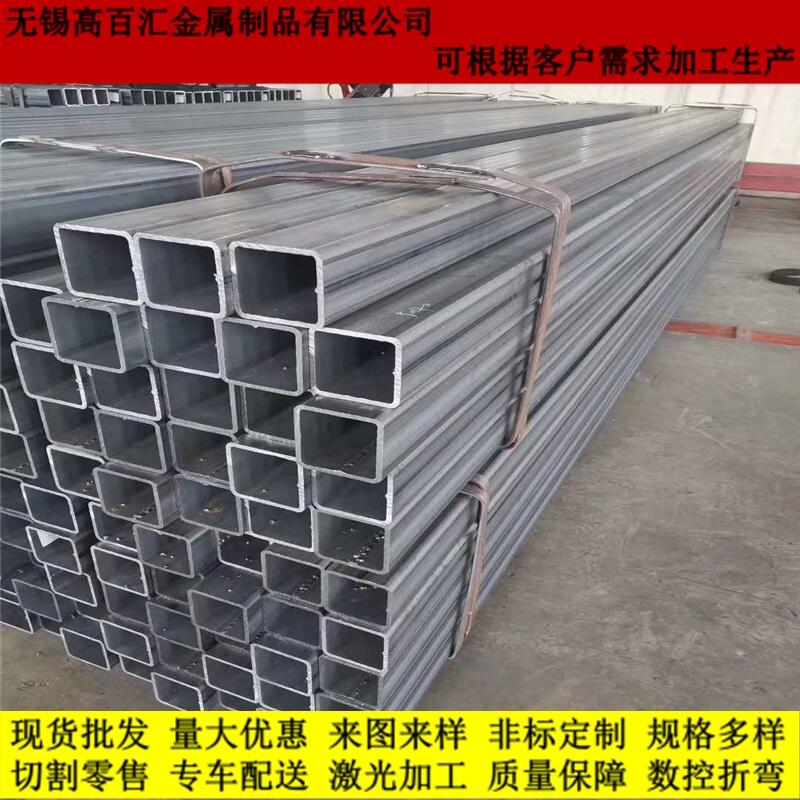
方管產(chǎn)品: 方管15*15-400*400 ,矩形管10*20-400*500為主。專業(yè)生產(chǎn)方管、矩形管、矩形方管、無(wú)縫方管、無(wú)縫方管、方鋼管、鍍鋅方管、焊管方管、矩型管、鋼方管、方矩管、熱鍍鋅方管、低合金方管、Q345B方管、Q345D方型鋼管、方管矩形管、方矩型管、方管矩形管、非標(biāo)方管、國(guó)標(biāo)方管等鋼管型鋼;鍍鋅分廠還專業(yè)生產(chǎn)加工熱鍍鋅方管、熱鍍鋅矩形管、熱鍍鋅方矩管、熱鍍鋅無(wú)縫方管、熱鍍鋅焊接方管等鋼結(jié)構(gòu)材料。經(jīng)過(guò)近幾年的努力拓展,公司已發(fā)展為集生產(chǎn)加工、物流配送、銷售于一體的企業(yè)。
使用浸入式水口和結(jié)晶器控流后,氧化性?shī)A雜物更易聚集在窄面上。向浸入式水口添加氬氣后,如果澆注的截面很小,氬氣泡會(huì)緊貼著坯殼上升,導(dǎo)致氣泡偏析。在澆注小尺寸鑄坯時(shí),吹氬不是通行的操作。過(guò)度降低浸入式水口的浸沒(méi)深度是非常有害的。在結(jié)晶器內(nèi)形成射流和過(guò)度湍流對(duì)各種生產(chǎn)情況都是不利的。原則上,小直徑浸入式水口具有提高質(zhì)量的潛力。成熟的鋼包冶金技術(shù)和鑄流、鋼包、中間包和結(jié)晶器的氣體保護(hù)是實(shí)現(xiàn)潔凈度的先決條件。


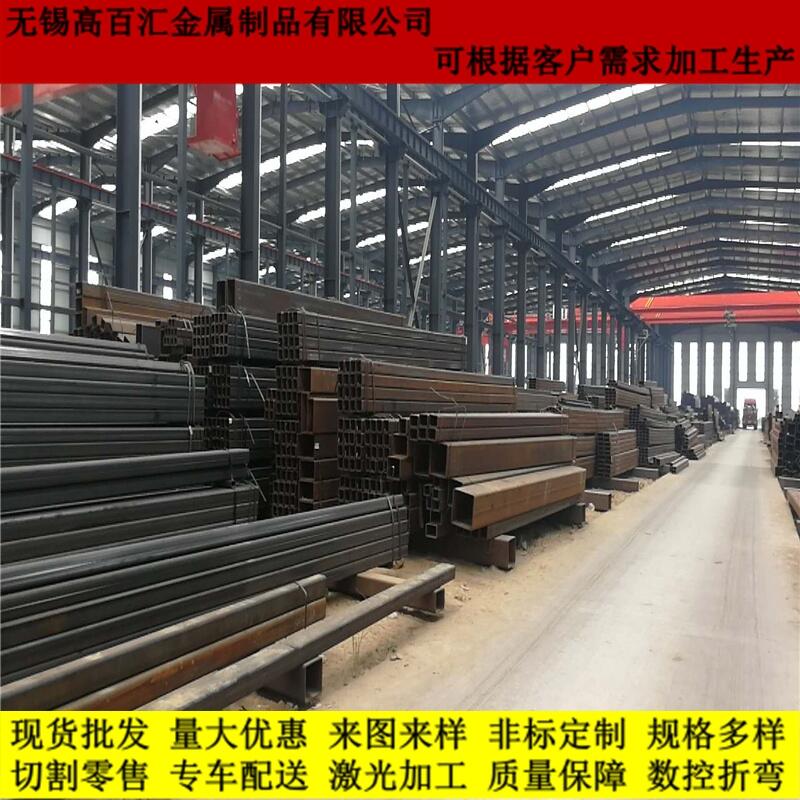
無(wú)錫益捷鋼業(yè)有限公司銷售的方管、低合金方管、低合金矩形管、厚壁方管、大口徑厚壁方管、無(wú)縫方矩管、小口徑無(wú)縫方矩管、天津無(wú)縫方管、Q345B方管、不銹鋼方管、大口徑方管。開(kāi)辟新的業(yè)務(wù)品種,拓寬新的經(jīng)營(yíng)渠道,同時(shí)組建了專業(yè)的物流配送中心以滿足客戶對(duì)鋼材配送集約型的要求。為公司的需求商提供了一個(gè)穩(wěn)定、優(yōu)質(zhì)、合理的供貨途徑!
對(duì)于大中型鑄件來(lái)說(shuō),鑄型的制造周期一般以月為單位計(jì)算。由于采用計(jì)算機(jī)自動(dòng)處理,PCM工藝的信息處理過(guò)程一般只需花費(fèi)幾個(gè)小時(shí)至幾十個(gè)小時(shí)。所以從制造時(shí)間上來(lái)看,該工藝具有傳統(tǒng)造型方法無(wú)法比擬的優(yōu)越性。2制造成本低PCM工藝的自動(dòng)化程度高,其設(shè)備一次性投資較大,其它生產(chǎn)條件如原砂、樹(shù)脂等原材料的準(zhǔn)備過(guò)程與傳統(tǒng)的自硬樹(shù)脂砂造型工藝相同。然而又由于它造型無(wú)需模樣,對(duì)于一些大型、復(fù)雜鑄件,模具的成本又較高,所以其收益是明顯的。3一體化制造由于傳統(tǒng)造型需要起模,因此一般要求沿鑄件截面處(分型面)將其分開(kāi),也就是采用分型造型。這樣往往限制了鑄件設(shè)計(jì)的自由度,某些表面和內(nèi)腔復(fù)雜的鑄型不得不采用多個(gè)分型面,使造型、合箱裝配過(guò)程的難度大大增加,分型造型使鑄件產(chǎn)生“飛邊”,導(dǎo)致機(jī)加工量增大。PCM工藝采用離散/堆積成形原理,沒(méi)有起模過(guò)程,所以分型面的設(shè)計(jì)并不是主要障礙。分型面的設(shè)計(jì)甚至可以根據(jù)需要不設(shè)置在鑄件的截面處,而是設(shè)在鑄件的非關(guān)鍵部位,對(duì)于某些鑄件,完全可以采用一體化制造方法,即上下型同時(shí)成形。

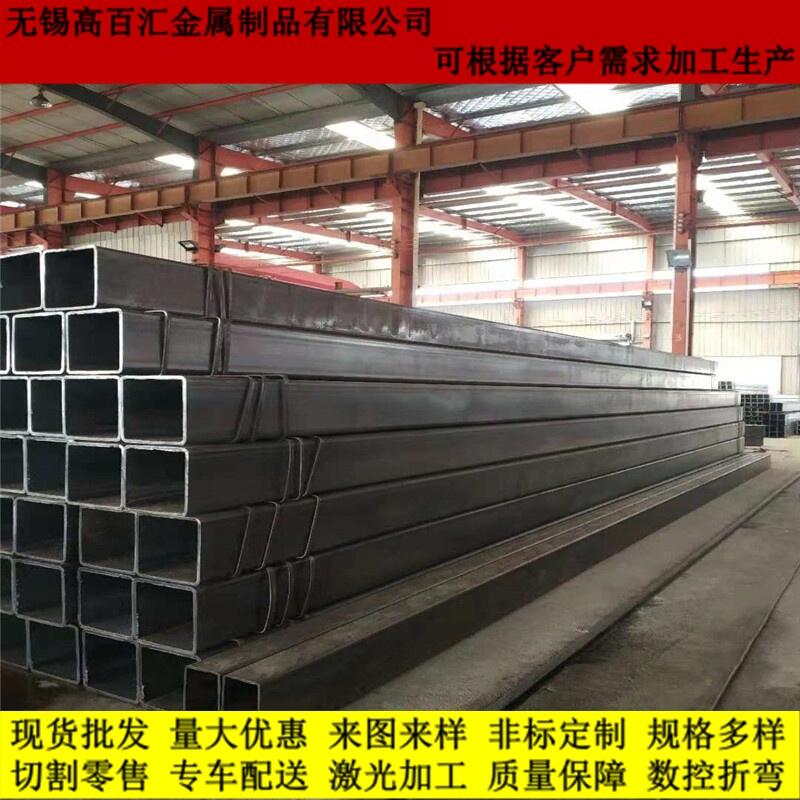
無(wú)錫益捷鋼業(yè)有限公司可為客戶預(yù)訂長(zhǎng)度12500mm,直徑Φ245—Φ2600mm的,壁厚100mm以下的各種材質(zhì)方管;截面200mm*200mm以上,厚度100mm以下的大口徑方管;15×15mm~400×400mm ,壁厚0.8~16mm的16Mn方管。
公司所售厚壁方管材質(zhì)包括:Q195、Q215、Q235、Q345、Q345B、Q345C、Q345D、Q345E、st37-2、ss400、st52-3、16Mn、J55、20#、SM490A、SM520A、ASTM A106 GR.B等;普碳鋼、優(yōu)質(zhì)鋼、合金鋼。產(chǎn)品執(zhí)行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,JISG3466-88,EN10210等標(biāo)準(zhǔn)!
目前,UO軋機(jī)幾乎占領(lǐng)了日本的國(guó)內(nèi)市場(chǎng),為了更好地滿足海外用戶的需求,日本提高了煉鋼、連鑄、厚板生產(chǎn)、鋼管制造全部工序的制造技術(shù),開(kāi)發(fā)出新產(chǎn)品,并提高了生產(chǎn)高性能管線鋼管上游工序的制造技術(shù)。同時(shí),上游工序也大規(guī)模地引進(jìn)了新的制造設(shè)備。本文介紹大口徑鋼管制造方法、鋼管性能要求和上游工序的技術(shù)進(jìn)步。1鋼管制造方法概要1.1大口徑焊接鋼管的制造方法大口徑鋼管是由厚板、熱軋板經(jīng)過(guò)成形、焊接而成。



員產(chǎn)品")

入企業(yè)網(wǎng)站")