- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
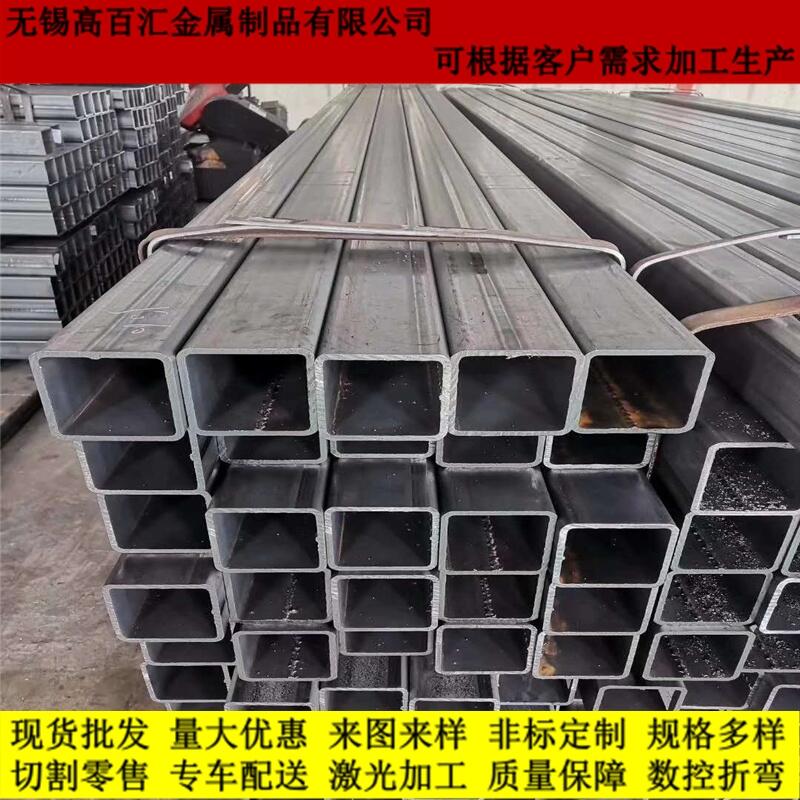
方管產(chǎn)品: 方管15*15-400*400 ,矩形管10*20-400*500為主。專業(yè)生產(chǎn)方管、矩形管、矩形方管、無(wú)縫方管、無(wú)縫方管、方鋼管、鍍鋅方管、焊管方管、矩型管、鋼方管、方矩管、熱鍍鋅方管、低合金方管、Q345B方管、Q345D方型鋼管、方管矩形管、方矩型管、方管矩形管、非標(biāo)方管、國(guó)標(biāo)方管等鋼管型鋼;鍍鋅分廠還專業(yè)生產(chǎn)加工熱鍍鋅方管、熱鍍鋅矩形管、熱鍍鋅方矩管、熱鍍鋅無(wú)縫方管、熱鍍鋅焊接方管等鋼結(jié)構(gòu)材料。經(jīng)過(guò)近幾年的努力拓展,公司已發(fā)展為集生產(chǎn)加工、物流配送、銷售于一體的企業(yè)。
概述高堿度燒結(jié)礦出現(xiàn)于2世紀(jì)6年代,以其堿度高、冶金性能優(yōu)良區(qū)別于自熔性燒結(jié)礦。低溫?zé)Y(jié)技術(shù)是生產(chǎn)優(yōu)質(zhì)高堿度燒結(jié)礦和降低燒結(jié)能耗的基本措施,它出現(xiàn)于7年代,低溫?zé)Y(jié)技術(shù)的核心是創(chuàng)造適宜的溫度、氣氛和物質(zhì)成分條件,形成大量針狀鐵酸鈣(SF-CA)使之成為燒結(jié)礦的主要粘結(jié)相。高堿度燒結(jié)礦和低溫?zé)Y(jié)技術(shù)已經(jīng)在生產(chǎn)實(shí)踐中廣泛使用。高堿度燒結(jié)礦的基本特征高堿度燒結(jié)礦既具有FeO低、還原性好的特征,又具有強(qiáng)度高的特征,根本原因在于其主要粘結(jié)相為鐵酸鈣(SFCA).優(yōu)質(zhì)高堿度燒結(jié)礦的堿度值(m(CaO)/m(SiO2))一般在1.8~2.2范圍之內(nèi),其鐵酸鈣主要以針狀存在。

無(wú)錫益捷鋼業(yè)有限公司銷售的方管、低合金方管、低合金矩形管、厚壁方管、大口徑厚壁方管、無(wú)縫方矩管、小口徑無(wú)縫方矩管、天津無(wú)縫方管、Q345B方管、不銹鋼方管、大口徑方管。開(kāi)辟新的業(yè)務(wù)品種,拓寬新的經(jīng)營(yíng)渠道,同時(shí)組建了專業(yè)的物流配送中心以滿足客戶對(duì)鋼材配送集約型的要求。為公司的需求商提供了一個(gè)穩(wěn)定、優(yōu)質(zhì)、合理的供貨途徑!
常用的整體熱處理有退火,正火、淬火和回火;表面熱處理可分為表面淬火與化學(xué)熱處理兩類。正火是將鋼件加熱到臨界溫度以上3-5℃,保溫適當(dāng)時(shí)間后,在靜止的空氣中冷卻的熱處理工藝稱為正火。正火的主要目的是細(xì)化組織,改善鋼的性能,獲得接衡狀態(tài)的組織。正火與退火工藝相比,其主要區(qū)別是正火的冷卻速度稍快,所以正火熱處理的生產(chǎn)周期短。故退火與正火同樣能達(dá)到零件性能要求時(shí),盡可能選用正火。大部分中、低碳鋼的坯料一般都采用正火熱處理。

無(wú)錫益捷鋼業(yè)有限公司可為客戶預(yù)訂長(zhǎng)度12500mm,直徑Φ245—Φ2600mm的,壁厚100mm以下的各種材質(zhì)方管;截面200mm*200mm以上,厚度100mm以下的大口徑方管;15×15mm~400×400mm ,壁厚0.8~16mm的16Mn方管。
公司所售厚壁方管材質(zhì)包括:Q195、Q215、Q235、Q345、Q345B、Q345C、Q345D、Q345E、st37-2、ss400、st52-3、16Mn、J55、20#、SM490A、SM520A、ASTM A106 GR.B等;普碳鋼、優(yōu)質(zhì)鋼、合金鋼。產(chǎn)品執(zhí)行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,JISG3466-88,EN10210等標(biāo)準(zhǔn)!
此時(shí)可手動(dòng)遙控調(diào)節(jié)閥開(kāi)大或關(guān)小,如果流量能降下來(lái)則一般為工藝操作原因造成。若流量值降不下來(lái),則是儀表系統(tǒng)的原因造成,檢查流量控制儀表系統(tǒng)的調(diào)節(jié)閥是否動(dòng)作;檢查儀表測(cè)量引壓系統(tǒng)是否正常;檢查儀表信號(hào)傳送系統(tǒng)是否正常。流量控制儀表系統(tǒng)指示值波動(dòng)較頻繁,可將控制改到手動(dòng),如果波動(dòng)減小,則是儀表方面的原因或是儀表控制參數(shù)PID不合適,如果波動(dòng)仍頻繁,則是工藝操作方面原因造成。液位控制儀表系統(tǒng)故障分析步驟()液位控制儀表系統(tǒng)指示值變化到或時(shí),可以先檢查檢測(cè)儀表看是否正常,如指示正常,將液位控制改為手動(dòng)遙控液位,看液位變化情況。2接通電源,按操作規(guī)程啟動(dòng)設(shè)備。3取下控制閥上蓋,在較低速度下,用手按下補(bǔ)油閥芯上端,排出液壓腔內(nèi)空氣,直至無(wú)氣泡排出。4調(diào)節(jié)安全閥至所需壓力,兩邊壓力應(yīng)相等。5根據(jù)需要,調(diào)節(jié)電機(jī)轉(zhuǎn)速,達(dá)到要求流量,正常運(yùn)轉(zhuǎn)。6試車必須達(dá)到下列要求:a.設(shè)備潤(rùn)滑情況良好;各部無(wú)跑、冒、滴、漏;控制閥工作正常;壓力表及控制裝置靈敏可靠;運(yùn)轉(zhuǎn)中無(wú)異常聲響;連續(xù)運(yùn)轉(zhuǎn)試車時(shí)間2-4小時(shí);各項(xiàng)性能達(dá)到設(shè)計(jì)能力或滿足生產(chǎn)要求6.3驗(yàn)收檢修質(zhì)量達(dá)到本規(guī)程標(biāo)準(zhǔn);試車符合要求;檢修試車記錄齊全準(zhǔn)確;可按規(guī)定辦理驗(yàn)收手續(xù),移交生產(chǎn)使用。5整機(jī)閥門應(yīng)做行程檢查。電動(dòng)閥門應(yīng)進(jìn)行行程保護(hù)和力矩保護(hù)的調(diào)試,使行程和力矩保護(hù)的所有機(jī)構(gòu)動(dòng)作可靠、準(zhǔn)確。調(diào)節(jié)閥、減壓閥、節(jié)流閥、蝶閥等閥門上的指針位置應(yīng)與實(shí)際閥瓣開(kāi)度的位置一致。6整機(jī)閥門應(yīng)逐個(gè)進(jìn)行壓力強(qiáng)度試驗(yàn)和密封試驗(yàn)。但公稱通徑DN≤5mm的整體鍛造閥門,可在生產(chǎn)工藝成熟和產(chǎn)品質(zhì)量穩(wěn)定的情況下,抽樣進(jìn)行強(qiáng)度試驗(yàn),抽樣數(shù)量為1%~15%,但不少于5個(gè);抽樣試驗(yàn)后有一個(gè)不合格時(shí),應(yīng)雙倍抽樣再進(jìn)行試驗(yàn),如仍有一個(gè)不合格時(shí),應(yīng)逐個(gè)進(jìn)行強(qiáng)度試驗(yàn)。




員產(chǎn)品")

入企業(yè)網(wǎng)站")