- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

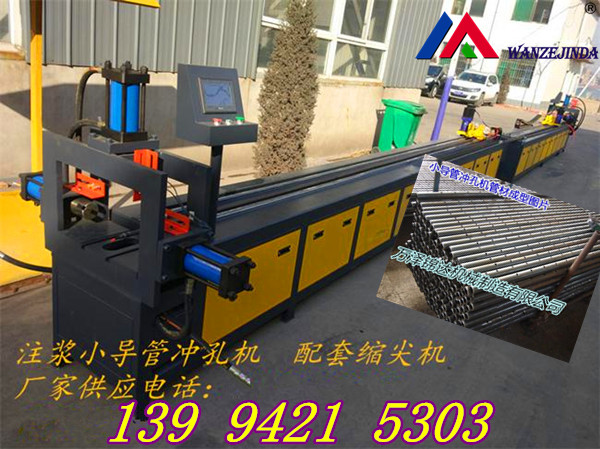

小導管沖孔機
1.可沖圓、方、長方,橢圓,異型管及各種形狀的孔。可沖材質:各種鐵,鋁,銅,不銹鋼等
2.可沖孔徑及厚度:Φ50×τ2~~~~~Φ12×T8mm
3.加工管材直徑:圓管Φ16-----Φ100 mm 四方管20×20-------80×80mm
角鐵 30×30--------70×70mm
4.沖孔孔距:0.1mm------12000mm
5.沖孔速度:1秒/個 , 110mm沖程。
6.最長沖孔距離:12000mm
7.標準加工長度:2000mm-12000(可加長)
8.伺服最快送料速度:50000mm/分鐘
9.加工設定類別:單沖孔,不等距沖孔,等距沖孔。
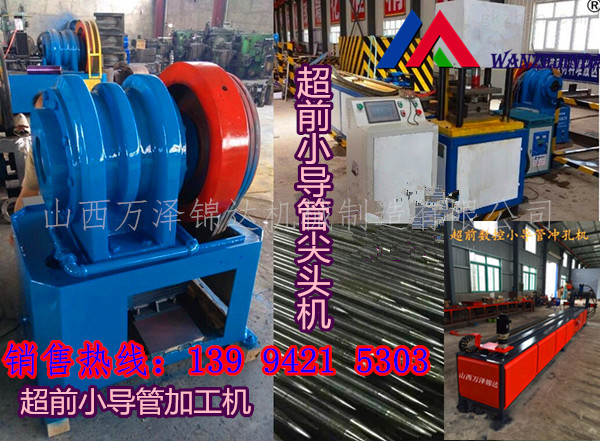
產品特點
小導管打孔機簡介生產效率高:每分鐘可壓縮3-5根工件,比車床加工效率提高3-5倍。每臺床每班可生產2000-3000件,非常適合大規模生產。
產品質量高:徑縮壓后的工件,直徑、圓度、錐形誤差均不超過0.03mm。光潔度可達 7以上。
1、完全代替人工切割的方式;
2、體積小,占地面積少,移動方便;
3、省時、省力、省人工,箭頭光滑遠超人工切割的不規整。
4、模具靈活,可根據客戶需求定制(解決方型管、長方型管及六棱型縮頭)

我公司生產制造的小導管打孔機生產線具備人工智能化,大大提高生產效率的同時又提高了加工精度,是傳統人工加工效率的10倍以上。
設備具備自動送料機構;一個工人操作,傻瓜式控制,準確尺寸定位,只需一分鐘就可完成管子的沖孔加工;小導管打孔機批發無公差、忽略勞動強度帶來的人工延時滯后。
設備送料機構可實現360°旋轉,實現一次送料多位置沖孔的功能!
小導管超前沖孔機原理:
小導管安設后,用塑膠泥封堵孔口,并噴射砼封閉工作面,噴射厚度10cm。采用注漿泵注漿,注漿管連接好后,將配制好的水泥漿液倒入注漿泵儲漿筒內,水泥漿液濃度為1:1單液水泥漿,開動注漿泵,通過小導管向周邊圍巖壓注水泥漿。注漿按照由低到高隔孔預注或群孔注漿的方法進行。單孔注漿時,首先以初壓注漿,然后在終壓下進行注漿并保持1~2min終壓再卸荷,保證注漿量及擴散半徑達到設計要求,達到超前加固的目的。注漿過程中,對漿液應不停攪動,避免沉淀分層,影響漿液濃度。
小導管打孔機優勢:
1. 節省人力:設備自動運行送料,自動時間計算
2. 節省計算時間:電腦自帶記憶系統,可儲存多套記憶數據
3. 節省大量定位時間:氣動夾緊,力度大,不跑偏
4. 節省換模時間:使用快速更換模具結構
5. 提高生產效率:數控沖床與普通沖床相比,60~80次/分鐘提高了生產效率
6. 安全系數提高:生產人員實現了離機操作,較大限度杜絕安全事故
7. 沖床自帶自帶高速運轉風冷系統更好的解決油管電機發燙問題
“信就是命、質還是命。”這是萬澤錦達集團全體家人秉承的“心經”,也是為之努力的目標。通過建立人品合一雙贏的服務模式,對內打造動態網狀組織,對外構筑開放的平臺,成為機電行業領先者和規則制定者。






