- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
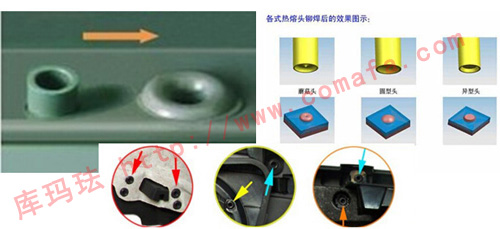
汽車(chē)檔位面板框熱熔鉚點(diǎn)焊接機(jī)是用熱熔工藝進(jìn)行焊接的,檔位面板有多個(gè)注塑點(diǎn)需要鉚點(diǎn)焊接,熱熔焊接穩(wěn)定一次性成型。

汽車(chē)檔位面板框熱熔鉚點(diǎn)焊接機(jī)技術(shù)及工作原理:
熱塑性材料的熱熔焊接,是利用電熱熔化原理,準(zhǔn)確控制溫度變化,并配備完善的機(jī)械裝置達(dá)到完美的焊接。針對(duì)工件面積大而復(fù)雜和焊接要求高的工件有非常優(yōu)秀的效果。機(jī)架:鋼、鑄件及螺栓及焊接連接結(jié)構(gòu)。模具:采用定位結(jié)構(gòu),安裝調(diào)試方便、快捷、定位精確,由數(shù)塊熱板組成熱模。動(dòng)作控制:PLC自動(dòng)控制,伺服系統(tǒng)。
焊接程序介紹:整機(jī)動(dòng)作系統(tǒng)將焊接主體控制到所需位置---上冷模自動(dòng)上料----焊接主體內(nèi)部動(dòng)作開(kāi)始---完成第一個(gè)塑件焊接-----由整機(jī)動(dòng)作系統(tǒng)將焊接主體帶入下一個(gè)焊接位置----進(jìn)行下一個(gè)焊接循環(huán)。操作過(guò)程:先有人工將大塑件放入機(jī)器工作臺(tái)上的下冷模內(nèi),并固定好,同時(shí)把兩種上塑件(小掛鉤)分別整齊排入機(jī)器工作臺(tái)上的兩個(gè)上料槽內(nèi),可批量排入;然后啟動(dòng)設(shè)備,設(shè)備會(huì)自動(dòng)完成所有點(diǎn)的焊接。最后由人工將焊好的工件在機(jī)器工作臺(tái)上取出,再進(jìn)行下一個(gè)循環(huán)。


員產(chǎn)品")

入企業(yè)網(wǎng)站")