- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
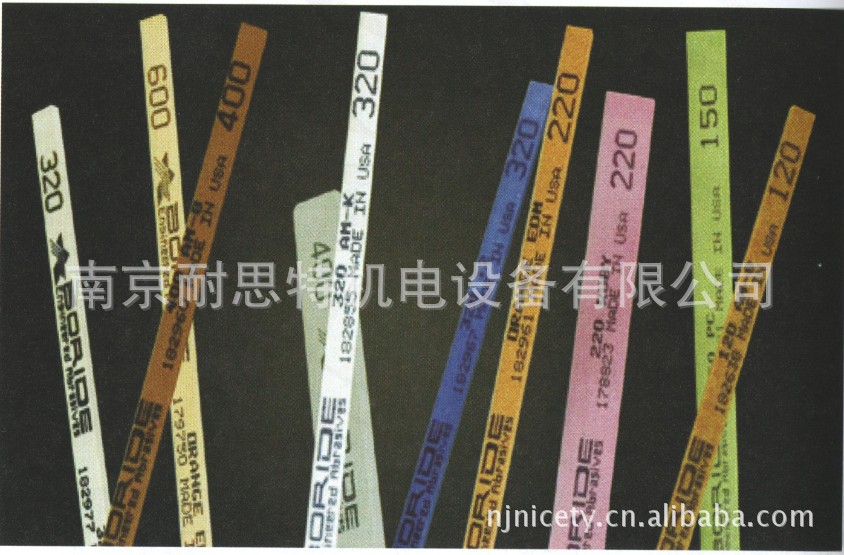
供應(yīng)BORIDE 油石
用磨料和結(jié)合劑等制成的條狀固結(jié)磨具。油石在使用時(shí)通常要加油潤(rùn)滑,故名。油石一般用于手工修磨刀具和零件,也可裝夾在機(jī)床上進(jìn)行珩磨和超精加工。油石有人造的和天然的兩類,人造油石由于所用磨料不同有兩種結(jié)構(gòu)類型。①用剛玉或碳化硅磨料和結(jié)合劑制成的無(wú)基體的油石,按其橫斷面形狀可分為正方形、長(zhǎng)方形、三角形、刀形(楔形)、圓形和半圓形油石等;②用金剛石或立方氮化硼磨料和結(jié)合劑制成的有基體的油石,有長(zhǎng)方形、三角形和弧形油石等。天然油石是選用質(zhì)地細(xì)膩又具有研磨和拋光能力的天然石英巖加工成的,適用于精密機(jī)械、鐘表和工具等制造行業(yè)中的手工精密修磨。
油石一般有六種:綠碳化硅的、白剛玉的、棕剛玉的、碳化硼的、紅寶石的(又名燒結(jié)剛玉)和天然玉的。
碳化硼油石:粒度在400至1000之間,粒度越小越粗糙,磨削量越大,用于半成刀具的磨削,而其本身硬度強(qiáng),特別耐磨,油石不易出劃?rùn)M天然玉油石:是油石中粒度最細(xì)的一種,只是用于拋光,幾乎沒(méi)有磨削量;在油石上涂上W0.5的金剛石研磨膏后,能把刀的表面磨成鏡面紅寶石油石:介于碳化硼和天然玉之間,粒度在1000至2000之間,主要用于開(kāi)刃,刃口鋒利,加上W0.5的金剛石研磨膏也能達(dá)到鏡面的效果,另外,關(guān)于金剛石研磨膏,粒度從W40到W0.5,W40最粗,磨削量大,W0.50最細(xì),用于拋光,而且不退火,再硬的刀也能研磨。
使用方法:
把粗的W40的研磨膏涂在碳化硼油石上,可以加快加大磨削量,不退火。然后,要把刀上的粗的研磨膏清洗干凈后,再使用W0.5的研磨膏,涂再紅寶石或者天然玉上,用于拋光,拋出來(lái)的效果就是鏡面了。綠碳化硅的、白剛玉的、棕剛玉的這三種油石硬度不夠,再加上粒度有點(diǎn)粗,容易把刀磨出劃?rùn)M,而且另外三種油石在拋光、磨削時(shí)不會(huì)退火。粒度大于1000的就沒(méi)有什么區(qū)別了,主要決定于用的研磨膏了,把W1.5的研磨高涂再1000目的紅寶石上,它的研磨效果就是W1.5的研磨高的效果,即2500粒度的油石效果。
研磨膏的型號(hào)與粒度對(duì)應(yīng)如下:
W5--1200目
W3.5--1500目
W2.5--2000目
W1.5--2500目
W1--8000目
W0.5--最細(xì),國(guó)家標(biāo)準(zhǔn)中未標(biāo)明具體數(shù)值
而碳化硼、紅寶石、天然玉是說(shuō)得三種材質(zhì),材質(zhì)不同,其效果就有出入:
碳化硼-主要磨削
紅寶石-主要開(kāi)刃,加上細(xì)粒度的研磨膏,也可以拋光,出鏡面
天然玉-只是拋光
磨料代號(hào)種類特點(diǎn)用途A粽剛玉硬度高、韌性。適用于中高抗張強(qiáng)度金屬材料的磨削,如一般碳素鋼、合金鋼、可鍛鑄鐵、硬青銅等。WA白剛 硬度高于棕剛玉,磨粒易碎裂,棱角鋒利,切削性好,磨削熱量小等。適用于材料較硬,熱敏感性較強(qiáng)鋼的磨削,如淬火鋼,高碳鋼,一般高速鋼、合金鋼等的磨削、主要用于工具、辦具,模具、齒輪、螺紋、薄壁零件等的靡削及成型磨型。PA銘剛玉 硬度與白剛玉相近,韌性則比白剛玉高,磨粒切削刃鋒利,棱角保持性好,耐用度較高。適用于淬火鋼、合金鋼刀具及工件的磨削以及量具和儀表零件等的精密磨削,也適用于成型磨削。SA單品剛玉 與棕、白剛玉相比硬度高,韌性大,呈單顆粒球狀晶體,具有衣好的多棱切削刃,抗破碎性較強(qiáng) 適用于不銹鋼,高礬高速鋼等硬度高,韌性大及易變形,易燒作工件的磨削加工。MA微晶剛玉磨粒由微小晶體組成,韌性大,強(qiáng)度高,磨粒自銳性好。適用于軸承鋼,不銹鋼和特種球墨鑄鐵等的磨削,用于成型磨、切入磨和其他精密磨削。A/WA棕白混合磨料具有棕、白剛玉兩者的優(yōu)點(diǎn)。適用于球墨鑄鐵由軸、輪軸等工件的磨削用其他磨削。GC綠碳化硅硬度高、脆性大,磨粒鋒利,導(dǎo)熱性好。適用于硬質(zhì)合金刀具、工件及有色金屬、非金屬等的磨削。C黑碳化硅 硬度高,性脆,磨粒鋒利,具有一定的導(dǎo)熱性。適用于有色金屬用非金屬材料的磨削。
粒度粒度:
磨具粒度是指磨料顆粒幾何尺寸的大小,國(guó)家標(biāo)準(zhǔn)按磨粒尺寸的大小將磨料分為41個(gè)粒度號(hào)。
磨具粒度的選擇直接影響到工件加工的表面粗糙度及磨削效率。一般來(lái)說(shuō),用粗粒度砂輪磨削時(shí)磨削效率高但工件表面粗糙度較好,但磨削效率低。總之,在滿足工件表面粗糙度要求的前提下,應(yīng)晝先用粒度較粗的磨具,以保證較高的磨削效率。粒度號(hào)使用范圍4、5、6、8、10、12、14、16、20、22、24、30用于粗磨及切割等36、40、46、54用于一般要求的半精磨60、70、80、90、100用于一般要求的精磨120、150、180、220、240、W63、W50、W40、W28、W20用于研磨、螺紋磨等W14、W10、W7、W5、W3.5、W2.5、W1.5、W1.0、W0.5用于鏡面磨、精細(xì)拋光等
硬度大級(jí)超軟軟中軟中中硬硬超硬小級(jí)D.E.F軟1軟2軟3中軟1中軟2中1中2中硬1中硬2中硬3硬1硬2Y代號(hào)GHJKLMNPQRST硬度
磨具硬度是指在磨削加工時(shí),磨粒從磨具表面脫落的難易程度。
1.在一般情況下,硬度較軟的砂輪用來(lái)磨削較硬的工件,硬度較碣的砂輪用來(lái)磨削較軟的工件。
2.磨削時(shí),工件與磨具的接觸面大或進(jìn)給量大時(shí),應(yīng)把磨具硬度選軟些,成型磨削時(shí),為保證工件幾何形狀的精度,可適當(dāng)提高磨具的硬度。
3.磨削導(dǎo)熱性能差的工件和刃磨刀具時(shí),為避免燒傷、退火,磨具硬度應(yīng)選軟些。
4.高速磨削時(shí),磨具硬度應(yīng)軟些,干磨比顯磨用的磨具哽度也應(yīng)軟一些。
結(jié)合劑
結(jié)合劑是將磨粒粘結(jié)成各種形狀磨具的材料。常用的磨具結(jié)合劑有陶瓷和樹(shù)脂兩大類結(jié)合劑代號(hào)種類特點(diǎn)用途V陶瓷 具有良好的耐熱性和化學(xué)穩(wěn)定性,抗腐蝕性能好,氣孔率大,能較好的保持磨具的幾保形狀,但脆性較大。 適用于內(nèi)圓磨、外圓磨、無(wú)心磨、平面磨、螺紋磨、成型磨、刃磨珩磨、超精磨等。B樹(shù)脂 具有較高的強(qiáng)度和一定的彈性,自銳性好,耐熱性低,生產(chǎn)周期短 適用于磨鋼錠 、鑄件毛刺、石材表面精加工、世割、拋光等。但該類磨具不具抗堿性溶液。
組織號(hào)組織號(hào)01234567891011121314磨粒率626058565452504846444240383634組織號(hào)
組織號(hào)是指磨粒體積占磨具體積的百分率。磨粒所占的比例越大,組織就越緊密;反之就疏松。組織疏松(磨粒率低)的磨具、磨粒間的氣孔多,排屑方便,工件散熱性好,不燒傷。組織緊密(磨粒率高)的磨具,能保持較好的幾保形狀,被磨工件的表面粗糙度好,加度高。
磨具安全規(guī)則磨具的保管
1.使用單位收到磨具后,應(yīng)仔細(xì)檢查是否有裂紋及其他損傷,并認(rèn)真核對(duì)磨具表面有關(guān)商標(biāo)標(biāo)志是否正確、清晰、齊全
2.磨具在搬運(yùn)時(shí)就小心輕入,防止振動(dòng)和碰撞,并禁止在地上滾動(dòng)。
3.磨具存入時(shí)應(yīng)防止受潮、受凍、室溫不應(yīng)低于攝氏5度。
4.樹(shù)脂磨具不能與堿類物質(zhì)接觸,以免降低硬度和強(qiáng)度,存放時(shí)間超過(guò)一年者,應(yīng)重新進(jìn)行回轉(zhuǎn)強(qiáng)度檢驗(yàn)后,方可使用砂輪的正確安裝
1.安裝前應(yīng)仔細(xì)檢查砂輪是不時(shí)有裂紋,并用木棰敲擊砂輪,聽(tīng)其是否有啞聲。若發(fā)現(xiàn)有裂紋和啞聲,嚴(yán)禁安裝使用。
2.校對(duì)機(jī)床主軸轉(zhuǎn)速是否與砂輪端面標(biāo)時(shí)的最高安全使用速度相符。
3.在安裝砂輪時(shí),應(yīng)使用卡盤緊固,兩 卡盤的外徑尺寸必須相等。兩卡盤與砂輪端面之間,應(yīng)放上彈性材料制成的厚度為1-1.5毫米的石棉墊、橡膠板或紙板等。并在卡盤圓周外部伸露1毫米以上。
4.外徑為150毫米及以上的砂輪,裝上卡盤后應(yīng)先進(jìn)行靜平衡;再安裝到磨床上進(jìn)修整,修整后應(yīng)再次進(jìn)行平衡方可使用。
5.砂輪孔徑與機(jī)床主軸(或軸套)的配合松緊要適當(dāng),間隙不易過(guò)大。
6.緊固砂輪時(shí),只允許使用專用手動(dòng)螺母扳手,嚴(yán)禁使用補(bǔ)充夾具或敲打工具,如有多個(gè)壓緊螺釘時(shí),應(yīng)按對(duì)角順序旋緊,旋緊力要均。緊固時(shí),應(yīng)注意螺母或螺釘?shù)乃删o程度,壓緊到足以帶動(dòng)砂輪并不產(chǎn)生滑動(dòng)力的程度為宜,防止壓緊力過(guò)大造成砂輪破損。砂輪的安全使用
1.在開(kāi)動(dòng)機(jī)床前,應(yīng)檢查機(jī)床的防護(hù)裝置及各種動(dòng)作的復(fù)位開(kāi)關(guān)是否調(diào)整到位且牢固。
2.使用的防護(hù)罩,應(yīng)至少罩住砂輪直徑的一半。
3.砂輪安裝于磨床主軸后,必須進(jìn)行空轉(zhuǎn),空轉(zhuǎn)時(shí)間不少于5分鐘。
4.不是專門使用端面工作的砂輪,禁止使用砂輪端面進(jìn)行磨削。
5.在進(jìn)行磨削加工時(shí),禁止使用杠桿推壓工件來(lái)增加對(duì)砂輪的壓力。
6.磨削加工或修整砂輪時(shí),吃刀量要適當(dāng),并使用專門修整工具修整砂輪。
7.在砂輪停止轉(zhuǎn)動(dòng)前將冷卻夜關(guān)閉,以免影響砂輪的平衡性能。
8.禁止使用對(duì)磨具結(jié)合劑有破壞性的磨削夜。
美國(guó)必寶油石
AO美國(guó)必寶油石適用于模具鋼及除EDM火花紋的強(qiáng)力型研磨石AO是采用純圓氧化鋁粒子,磨石在圓好形狀下能維持良好去屑效能,在模腔研磨時(shí)尤其表現(xiàn)其特性。
特點(diǎn)與規(guī)格:
油石是用磨料和結(jié)合劑等制成的條狀固結(jié)磨具。油石在使用時(shí)通常要加油潤(rùn)滑,故名。油石一般用于手工修磨刀具和零件,也可裝夾在機(jī)床上進(jìn)行珩磨和超精加工。油石有人造的和天然的兩類,人造油石由于所用磨料不同有兩種結(jié)構(gòu)類型。
①用剛玉或碳化硅磨料和結(jié)合劑制成的無(wú)基體的油石,按其橫斷面形狀可分為正方形、長(zhǎng)方形、三角形、刀形(楔形)、圓形和半圓形油石等;
②用金剛石或立方氮化硼磨料和結(jié)合劑制成的有基體的油石,有長(zhǎng)方形、三角形和弧形油石等。天然油石是選用質(zhì)地細(xì)膩又具有研磨和拋光能力的天然石英巖加工成的,適用于精密機(jī)械、鐘表和工具等制造行業(yè)中的手工精密修磨。美國(guó)必寶油石,磨具中的種,是用結(jié)合劑將磨料按一定要求粘結(jié)面成的工具,主要由磨粒,結(jié)合劑,氣孔組成;
按其形狀分,可分為正方油石,長(zhǎng)方油石,三角油石,刀形油石,圓形油石及半圓油石等;
按其所用的磨料,可分為棕剛玉,白剛玉,鉻剛玉,微晶剛玉,單晶剛玉,綠碳化硅,黑碳硅油石等;
從使用情況來(lái)分,一般可分為機(jī)用油石和手用油石。美國(guó)必寶高級(jí)研磨油石,AS-9標(biāo)準(zhǔn)放電油石,AO高效能油石。規(guī)格齊全1/16*1/4*6,1/16*1/2*6,1/8*1/8*,1/8*1/4*6,1/8*1/2*6,1/4*1/4*6,1/4*1/2*6,1/4圓,3/8圓等,各粒度齊全。庫(kù)存豐富,價(jià)格優(yōu)惠。如有需要,AS-9美國(guó)BORIDE油石適用于研磨任何一種鋼材,在研磨細(xì)小精致模具部件有極好表現(xiàn)。AS-9可用于手動(dòng)研磨。其特別配方供塊,順滑研磨效能。可用于干濕兩用磨削。AO美國(guó)必寶油石適用于模具鋼及除EDM火花紋的強(qiáng)力型研磨石AO是采用純圓氧化鋁粒子,磨石在圓好形狀下能維持良好去屑效能,在模腔研磨時(shí)尤其表現(xiàn)其特性。正在為AO在生產(chǎn)過(guò)程中被填滿研磨油,作業(yè)時(shí)在不需添加太多磨削油。砂號(hào)AO220是最后起始石,因應(yīng)研削效果再運(yùn)用更粗或更幼的砂號(hào)。AO220及AO320去除EDM火紋的最好選擇。

員產(chǎn)品")

入企業(yè)網(wǎng)站")