|
|
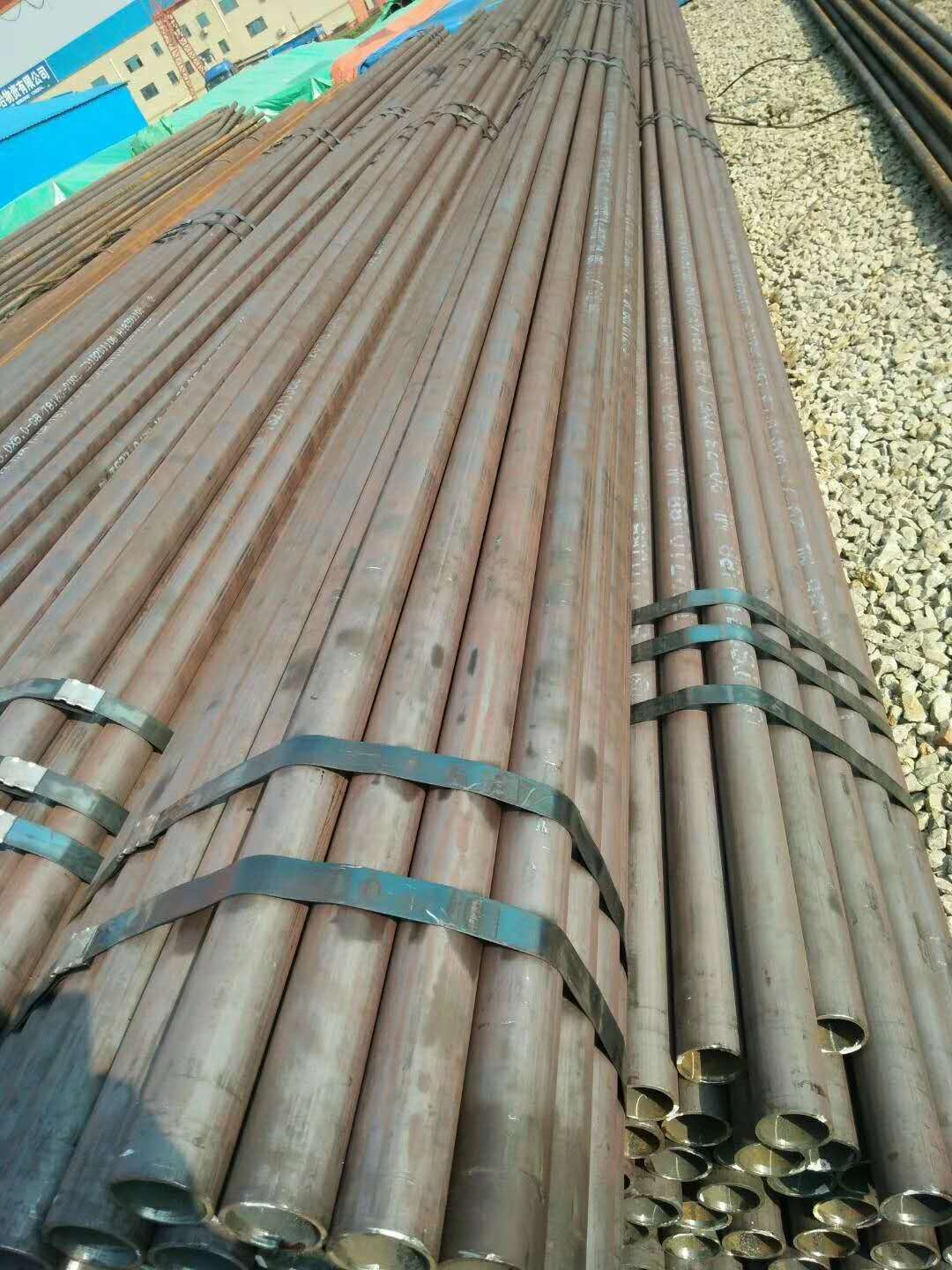
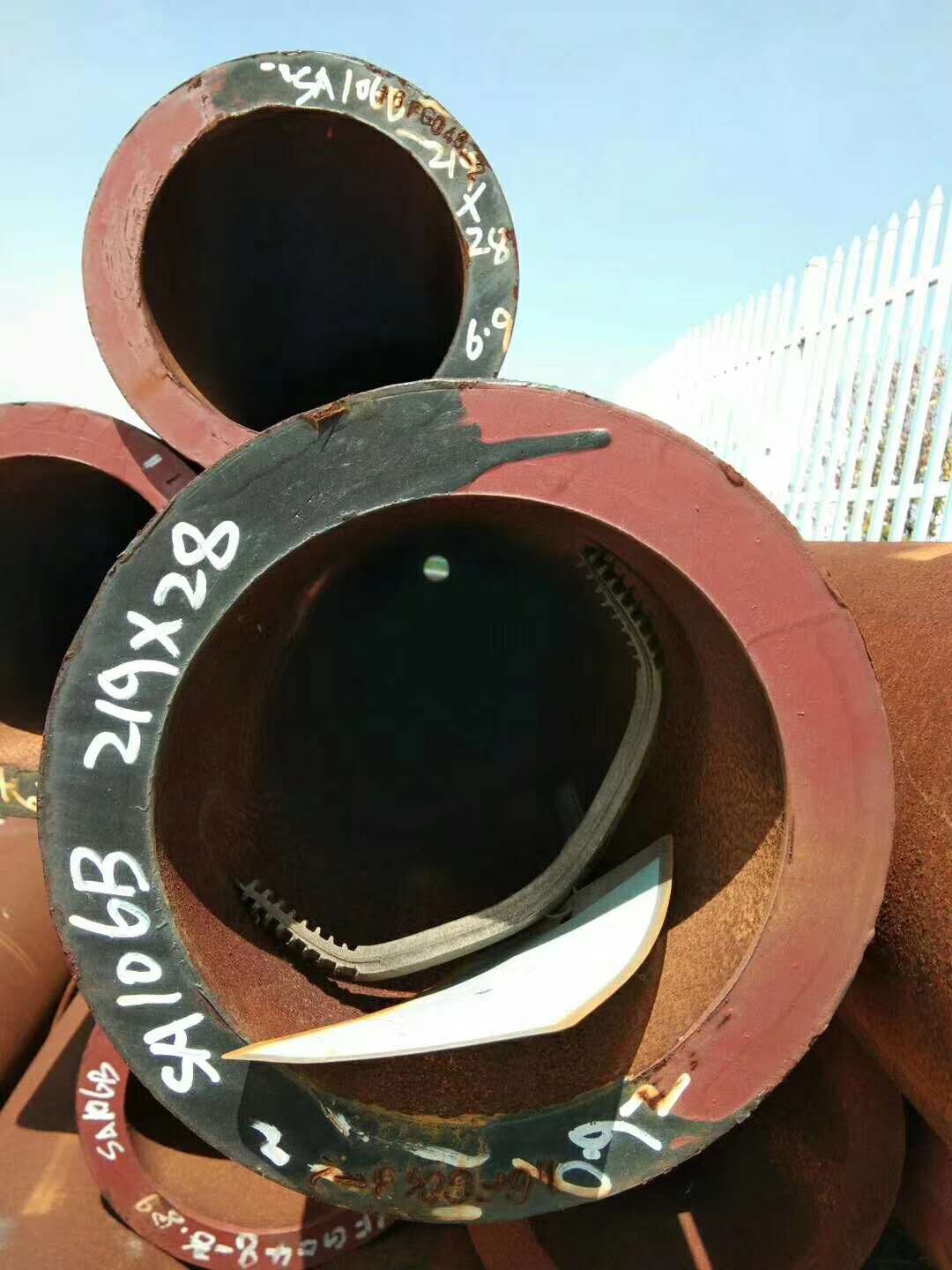
┴°ų▌15CrMoõō╣▄|┴°ų▌20Gõō╣▄|┴°ų▌5310õō╣▄|ārĖ±
|
|
|
|
|
«a(ch©Żn)ŲĘārĖ±Ż║
|
10500/╚╦├±Ä┼
|
|
ūŅ║¾Ė³ą┬Ż║
|
2012-11-03 22:36:34
|
|
«a(ch©Żn)ŲĘ«a(ch©Żn)ĄžŻ║
|
╠ņĮ“
|
|
░l(f©Ī)žøĄžŻ║
|
╠ņĮ“ (░l(f©Ī)žøŲ┌Ż║«ö╠ņā╚(n©©i)░l(f©Ī)žø)
|
|
╣®æ¬(y©®ng)öĄ(sh©┤)┴┐Ż║
|
▓╗Ž▐
|
|
ėąą¦Ų┌Ż║
|
ķLŲ┌ėąą¦
|
|
ūŅ╔┘ŲėåŻ║
|
1
|
|
×gė[┤╬öĄ(sh©┤)Ż║
|
610
|
 ĪĪĪĪ ĪĪĪĪŲĘ")
|
|
|
|
╣½╦Š╗∙▒Š┘Y┴Žą┼Žó
- ╠ņĮ“ųąā”╚AĀIĮī┘▓─┴ŽėąŽ▐╣½╦Š
- ÅłĮø(j©®ng)└ĒŽ╚╔· śI(y©©)äš(w©┤)Įø(j©®ng)└Ē
- Ģ■åT[įćė├Ģ■åT«a(ch©Żn)ŲĘ]
- Ó]╝■514911838@qq.com
- ╩ųÖC15822861588
- ļŖįÆ

- é„šµ

- ĄžųĘ╠ņĮ“╩ą▒▒│Įģ^(q©▒)ļpĮųµé(zh©©n)ļpĮŁĄ└58╠¢230╩ę
-
ŠW(w©Żng)šŠ")
|
|