À┼ƒß║©À█¢Ú¢B
ƒß╚█║©¢Ë(À┼ƒß╚█║©)╩Ã└¹Ë├À┼ƒß╚█ä®╗»îWÀ┤æ¬Î¸×ÚƒßÈ┤,«a╔·©▀£Ï▓ó═¿▀^╚█─ú°▀_Á¢║©¢Ë─┐Á─Á─║©¢ËÀ¢╩¢,╦³ƒoðÞ═Ô¢þ─▄È┤,╩âî┘w║©¢ËÁ─ί╝ÐÀ¢À¿íú─▄îóÒ~║═Ò~ú¼Ò~║═õôÁ╚¤Ó═¼╗‗▓╗═¼¢î┘Í«Úg═Û╚½╚█¢Ëú¼▀_Á¢ÀÍÎËÁ─ıµı²¢Y║¤ú¼Å─ °╩╣À└└΢ËÁÏÐbÍ├│╔×ÚË└¥├ðÈÁ─├Ô¥SÎoÐbÍ├íú
À┼ƒß║©À█Á─â׳c
- ╚█¢Ë³cÁ─¦d┴¸─▄┴ªú¿╚█³cú®┼cw¤Ó═¼ú¼¥▀Ëð┴╝║├Á─îºÙèðÈ─▄ú¼¢øÖz£yú¼║©¢ËÃ░║¾Á─Í▒┴¸ÙèÎÞ▒╚┬╩Îâ╗»┬╩¢Ë¢³┼c┴Òíú▀@╩Ã╚╬║╬Ê╗ÀN鸢y▀B¢ËÀ¢╩¢ƒoÀ¿▒╚öMÁ─íú
- ║©¢Ë³c╩ÃÀÍÎË¢Y║¤ú¼Ë└¥├ú¼▓╗└¤╗»íú
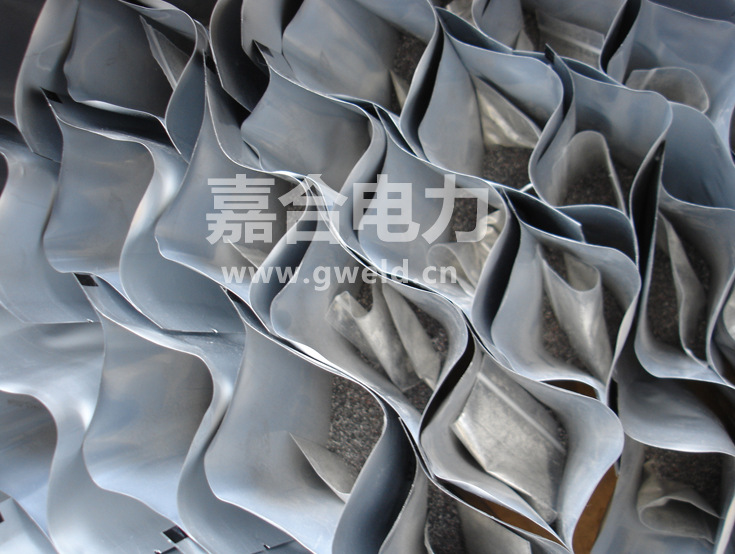
- ║©¢Ë³c¤¾Ò~Ê╗ÿË▓╗╩▄©»╬gË░Ýæíú ú¿êD×Ú║©¢Ë³cã╩├µ¢ÏêDú®
- ▓╗ò■╩▄Á¢©▀└╦Ë┐Ùè┴¸Á─ôpé¹íúÈç‗× ▒Ý├¸ú¼È┌Â╠òrÚg┤¾Ùè┴¸Á─ø_ô¶¤┬ú¼îº¾w¤╚Ë┌╚█║©¢Ë¯^╚█╗»íú
- ▓┘θÀ¢▒Òú¼║åå╬íúƒoðÞîúÿI╚╦åTíú
- Ðbéõ║åå╬íó¦p▒Òú¼öyĺÀ¢▒Òú¼▓┘θÀ¢▒Òíú

À┼ƒß║©À█Á─æ¬Ë├¯IË‗
- À└└΢ËÁÏ╝░└╦Ë┐▒úÎo
- ÙèÜÔÈOéõ¢ËÁÏ╣ñ│╠╠Ä└Ý
- ╩»Ë═╗»╣ñ╣ñ│╠¢¿ÈO
- ÞF┬Àíó©▀╦┘╣½┬ÀíóÖCê÷¢¿ÈO
- ÍÃ─▄╗»┤¾ÅB¢¿ÈO
- ÛÄÿOÀ└©»▒úÎo

À┼ƒß║©À█╩╣Ë├ÎóÊÔ╩┬Ýù
- ╩®╣ñ▓┘θÃ░ú¼▒ÏÝÜ▒úÎC▒╗║©¢Ë╝■ƒo╬█╬´ú¼╚█─ú╚█Ã╗║═ð═Ã╗â╚ƒo╔¤┤╬║©¢Ëòr┴¶¤┬Á─║©È³ëK╗‗║©È³À█─®
- ╩®╣ñ▓┘θÃ░ú¼▒ÏÝÜ╩╣Ë├çè╗¥µú¿╗‗═▀╦╣ç胶ú®║µ©╔▒╗║©¢Ë╝■║═╚█─úú¼╩╣ãõ▒M┐╔─▄Á─▓╗║¼╦«ÀÍ
- ╩®╣ñ▓┘θÍðú¼³c╗Í«Ã░ú¼▒ÏÝÜ▒úÎC╔w╔¤╚█─ú╔wú¼ÃÊ╚█─úÚ]║¤╠ăoÚ_┐p
- ╩®╣ñ▓┘θÍðú¼³c╗Í«Ã░ú¼▒ÏÝÜ▒úÎC▒╗║©¢Ë╝■║©¢Ë³c╬╗Ë┌ð═Ã╗Íðð─
- ╩®╣ñ▓┘θòrú¼¼Fê÷ 1.50├Î ÀÂç·Í«â╚ú¼▓╗Á├ËðƒoÛP╚╦åT═ú┴¶
- ╩®╣ñ▓┘θòrú¼¼Fê÷ 1í¬í¬ 2├Î ÀÂç·Í«â╚ú¼▓╗Á├ËðÊÎ╚╝╬´ãÀö[À┼
- ▓┘θ╚╦åT▒ÏÝÜ┤¸╔¤ËðÊ╗¿©¶ƒßðº╣¹Á─╣ñθ╩Í╠Î
- ▓┘θ╚╦åT▓╗Á├├µîªË┌╚█─úÚ_┐┌╠Ä▓┘θ╩®╣ñ
- ³c╗òrú¼Ê╗Á®Ê²╚╝À█▒╗ʲ╚╝ú¼▓┘θ╚╦åT▒ÏÝÜ┴ó╝┤ÙxÚ_╚█─úÍ┴╔┘ 1.50├Î
- «öÀ┼ƒß║©ä®À┤欢Y╩°║¾ú¼╚╬║╬╚╦▓╗Á├Í▒¢Ë¢ËË|╚█─ú║═▒╗║©¢Ë╝■
- «öÀ┼ƒß║©ä®À┤欢Y╩°║¾ú¼ÝÜ┤²╚█─ú║═▒╗║©¢Ë╝■ÎÈ╚╗└õàs 10í¬í¬20├Ùú¼╩╣Ë├└¤╗óÒQú¿╗‗¤Ó╦ã╣ñ¥▀ú®Å─╚█─úÍð╚í│÷/li> íííí
- îª▒╗║©¢Ë╝■▀Mðð¢^¥ë╠Ä└Ýú¼▒ÏÝÜ┤²îº¥Ç═Û╚½└õàsÍ«║¾À¢┐╔▀Mðð
ÊÈ╔¤×Ú│úÊÄð═╠û,ðÞʬ½@╚íãõ╦¹ð┼¤óú¼ıêÍ┬ÙèıÒ¢¡╝╬║¤Ùè┴ª╚½ç°¢yÊ╗┬ô¤ÁÀ¢╩¢ú║ÙèÈÆú║0573-85090298 ¥WÍÀú║www.gweld.cn ╗‗ı▀üÝ╬Êéâ╣ñÅS┐é▓┐ú¼┴╦¢Ô©³ÂÓÛPË┌╬ÊéâÁ─«aãÀ║═À■äıð┼¤óíú

 íííí
íííí


