- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
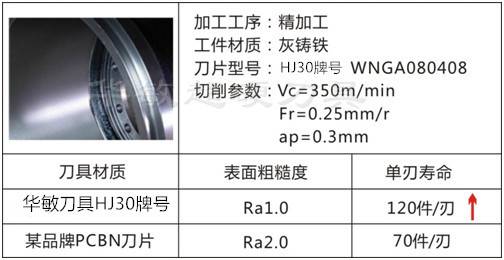
灰鑄鐵制動鼓是汽車上的主要零部件,并且屬于消耗品,隨著汽車行業的迅速發展,下游行業加工汽車零部件的廠家迅速崛起,為了更快的將零件投放市場,可能忽略了質量方面的問題,同時制動鼓的表面粗糙度要求一般在Ra1.6之內,導致廢品和次品的比例較高,為了在不影響整體加工效益的同時,獲得較好的表面粗糙度,只能在加工工藝和刀具材料上面改進。
粗精車制動鼓的PCBN刀具方案:不同工序選擇合適的PCBN刀具
(1)粗加工工序:余量一般在3mm左右,選擇立方氮化硼PCBN刀具CY3,CY3不僅高硬度高強度,而且具有良好的耐磨性和抗沖擊性,可大余量車削制動鼓,制動鼓余量3mm可一刀完成。
切削參數:ap=1-10mm,Fr=0.2-1mm/r,Vc=400-1200m/min。
(2)半精加工工序:余量0.5mm之內,有兩種選擇方案:
①選擇CY3,一刀完成;

②選擇HJ30兩刀完成。

使用CY3,節約加工時間。切削參數:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。
(3)精加工工序:余量0.3mm之內,選擇立方氮化硼刀HJ30較經濟,可保證制動面的光潔度和止口的光潔度和尺寸公差。
切削參數:ap≤1mm,Fr=0.05-0.3mm/r,Vc=600-2000m/min。
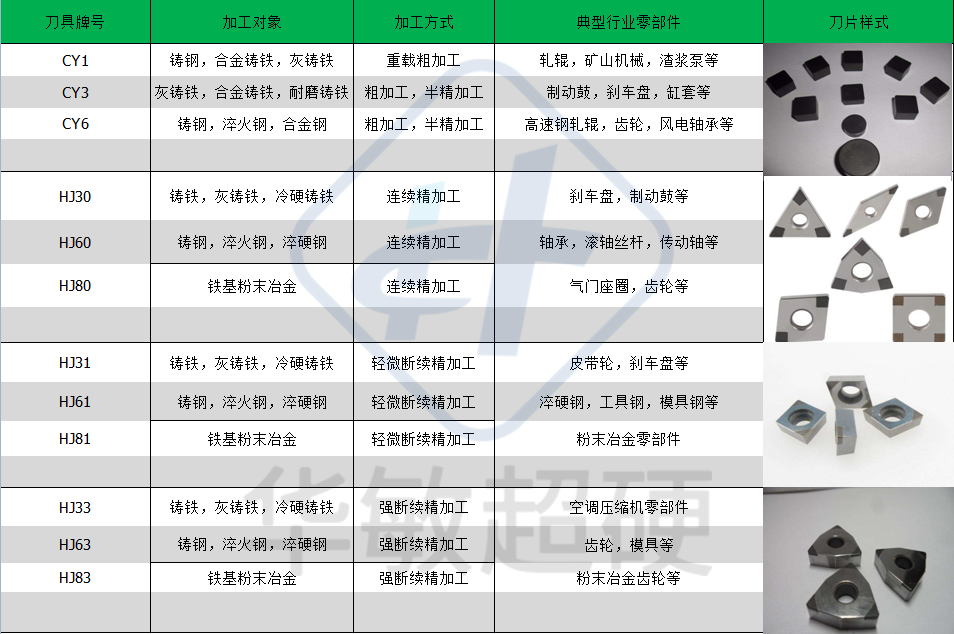
CBN刀具的加工材質
(1)高硬度鑄鐵
如高鉻鑄鐵、合金鑄鐵、鎳硬鑄鐵、白口鑄鐵均屬于高硬度鑄鐵,典型零部件有軋輥、工業泵等。針對高硬度鑄鐵常用CY1和HJ3系列材質,優勢顯著。可拉荒粗車有夾砂、氣孔的鑄件毛坯。
(2)高硬度鋼件(硬度HRC45以上)
如高錳鋼、高速鋼、淬火鋼,高頻淬火鋼,工具鋼,軸承鋼等,典型零部件包括軋臼壁、高速鋼軋輥、淬硬齒輪/齒輪軸、軸承、滾珠絲杠、模具等。使用CY1/CY6和HJ6系列材質cbn刀具效果明顯。【刀片的韌性和耐磨性能優異;單邊背吃刀量ap可達7.5mm,可加工HRC45-HRC79之間的高硬度鋼件】
(3)普通灰鑄鐵(HT150/200/250/300等)
如發動機缸體/缸蓋、剎車盤、制動鼓、皮帶輪、離合器壓盤等均屬于灰鑄鐵件。使用CY3和HJ3材質的系列刀具。加工速度高,效率高,有效節約成本。
(4)其他難加工材料
如粉末冶金、高溫合金材料,及鎳基、鐵基、鈷基等高硬度堆焊/噴焊/激光熔覆/熱噴涂材料工件。使用HJ8牌號的cbn刀具。
如果頁面上型號規格不能滿足您的需要,請將您的需要告知我們的客服工作人員,我們將安排技術工程師為您量身定制。
企業介紹
企業證書
購買須知
1、廠家貨源***
華敏店鋪產品均有工廠直供,源頭***,品質保證。
2、關于客服
在購買過程如遇規格參數等問題,可隨時聯系客服。
訂貨、服務、投訴一號搞定!全程錄音、專人督辦、保證服務質量。
3、關于售后
遍布全國的銷售和服務網絡,隨時為您提供快捷供貨和技術支持。
4、關于發貨
默認發圓通、德邦,如有其它要求請及時聯系客服。
以上價格僅供參考,非實際商品價格!
請根據您的采購數量及用途,聯系在線客服索取報價!