- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
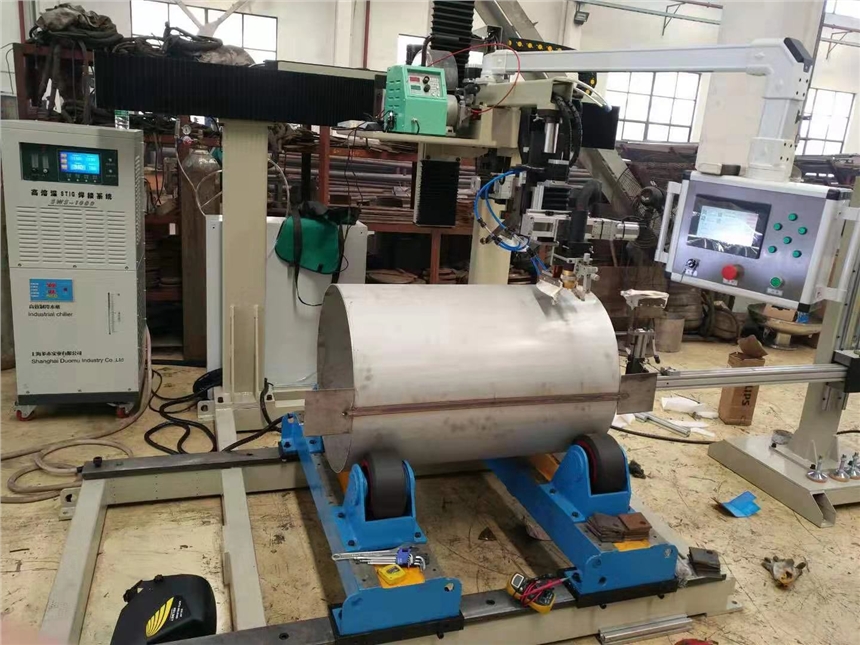
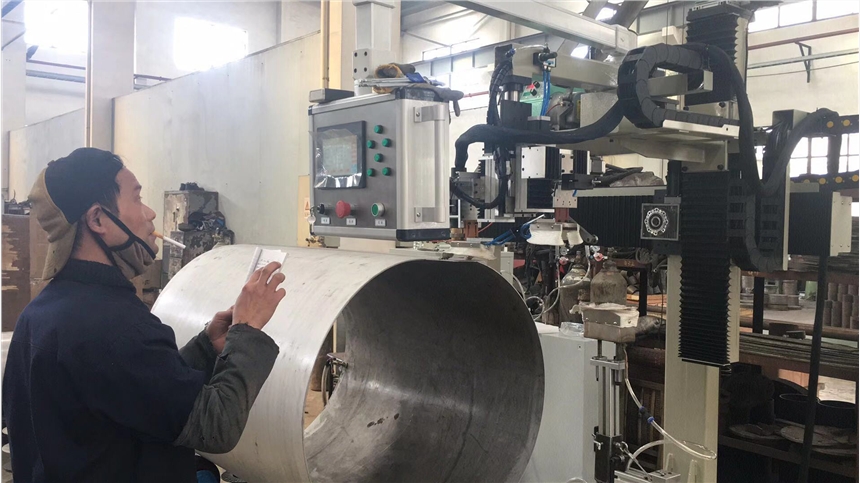
S-TIG高熔深鎖孔焊機(jī)在壓力容器中的應(yīng)用
摘要:壓力容器在人們的生活中非常常見,其質(zhì)量也影響著人們的生命財產(chǎn)安全。壓力容器的制造需要多個過程,要想保證壓力容器的質(zhì)量,保護(hù)人們的生命財產(chǎn)安全不受,就必須在制造壓力容器的每個過程中都檢查其操作質(zhì)量,在這些過程中,重要的是壓力容器的焊接過程。其中焊接的工藝、焊接設(shè)備、焊接材料、檢驗結(jié)果、焊接環(huán)境等因素都會影響壓力容器的質(zhì)量。本文選取壓力容器常用不銹鋼鋼材(含Ti合金鋼),進(jìn)行S-TIG焊接試驗,分析S-TIG高熔深鎖孔焊機(jī)的焊接實效。
關(guān)鍵詞:壓力容器;S-TIG;電弧參數(shù)
1.1S-TIG焊接系統(tǒng)高深熔鎖孔S-TIG焊接系統(tǒng)(SWS-1000)是一種全新的弧焊系統(tǒng),它通過對電弧的高效電磁壓縮達(dá)到等離子電弧的效果,焊接時電弧能量集中,焊接過程中電弧壓力與熔池液態(tài)金屬的表面張力達(dá)成平衡,形成穩(wěn)定的小孔效應(yīng),具備超強(qiáng)的穿透能力,可一次性焊透12mm一下的鋼板,是一種介于氬弧焊(TIG)和等離子(plasma)之間的全新的焊接工藝。STIG弧焊技術(shù)是一種高速的全熔透焊縫焊接技術(shù),在不開坡口的情況下一次性焊。16mm一下的金屬材料(如鈦合金),焊縫成型**,單面焊雙面成型,焊接速度是普通鎢極氬弧焊技術(shù)的5-10倍。背面焊縫寬度2-3毫米,正面焊縫寬度通常為板厚度的1.5倍左右,其焊縫為****的母質(zhì)層,沒有多條融合線,完全消除了夾渣、氣孔以及常見的焊縫缺陷。高效深熔弧焊的無波紋焊接熔池保證了蓋面層的超高質(zhì)量,不需要背面清根、表面拋光清洗與打磨。




品")


入企業(yè)網(wǎng)站")